
CONTENTS
開発への道
製鉄所が抱える CO₂排出という“宿命”プロジェクトの突破口
最大の課題は熱消費エネルギーの低減開発のいま、そして未来
アミン吸収液のさらなる性能アップを目指して開発者の横顔
量子化学計算は「社会の役に立つ」と伝えたい環境問題対策
環境調和型製鉄プロセス技術開発
工業排ガスからCO₂を高効率に分離・回収する「ESCAP®」
日本製鉄株式会社、日鉄エンジニアリング株式会社、公益財団法人地球環境産業技術研究機構
December, 2025


概要
INTRODUCTION
地球温暖化対策が急がれる今、多量のCO₂を排出する製鉄業界では、その削減が大きな課題となっています。
こうした中、日本製鉄株式会社(以下、日本製鉄)と日鉄エンジニアリング株式会社(以下、日鉄エンジニアリング)、そして公益財団法人地球環境産業技術研究機構(以下、RITE)は、化学反応によって製鉄所の排ガスからCO₂だけを分離・回収する技術の開発に取り組んできました。
CO₂を吸収する「アミン吸収液」とそれを循環させるプラントからなるこの技術、最大の課題は分離・回収に必要となる「熱エネルギー」の削減でした。NEDOプロジェクトでは、アミン吸収液の改良、そして大規模プラントによる実証が重ねられ、ついには実用機「ESCAP®(エスキャップ)」(※1)が誕生しました。
今後、回収したCO₂を地中に貯留したり再利用したりする取り組み(CCUS)にも適用できる技術として、幅広い展開が期待されています。
※1 ESCAP®…Energy Saving CO₂ Absorption Process (「ESCAP」は日鉄エンジニアリング㈱の登録商標です。)
年表
TIMELINE
| 年 | 経緯 |
| 2003年 | 日本製鉄(当時新日本製鐵株式会社)が、化学吸収法を用いた製鉄ガスからのCO₂分離・回収技術の開発検討を開始 |
| 2004年 | 経済産業省補助事業である「低品位廃熱を利用する二酸化炭素分離回収技術開発(COCSプロジェクト)」にて、アミン吸収液開発と1トン/日規模のベンチプラントを建設、翌年より評価試験を開始 |
| 2008年 | 日本鉄鋼連盟が、2050年に向けてCO₂排出量約30%削減を目指す「革新的製鉄プロセス技術開発(COURSE50)」を立ち上げ →NEDOプロジェクト「環境調和型製鉄プロセス技術開発」に採択 30トン/日規模のパイロットプラントCAT30の設計に着手 |
| 2010年 | CAT30完成 アミン吸収液の性能評価試験開始 |
| 2013年 | NEDOプロジェクト目標である2.0GJ/t-CO₂達成 |
| 2014年 | NEDOプロジェクト終了後、実用機ESCAP初号機を室蘭に導入 |
| 2018年 | ESCAP2号機を新居浜西火力発電所に導入 |
開発への道
BEGINNING
製鉄所が抱える CO₂排出という“宿命”
カーボンニュートラル社会の実現に向けて、産業分野ではCO₂排出量の削減と同時に、「どうしても排出されてしまうCO₂をどのように扱うか」が重要なテーマとなっています。ここで注目されているのがCCS(Carbon dioxide Capture and Storage)とCCUS(Carbon dioxide Capture, Utilization and Storage)です。CCS は、工場や発電所などから排出されるCO₂をほかの気体から分離して回収し、地中深くの地層に長期的に貯留・圧入するというものです。一方でCCUS は貯留に加え、CO₂を化学品、建材、燃料原料などとして有効利用(Utilization)するプロセスを指します。これらは発電、化学、セメント、石油、ガスなどのさまざまな産業で活用が検討されている技術です。
経済産業省は、回収したCO₂を素材や燃料に再利用する「カーボンリサイクル」を提唱し、幅広い分野での技術開発を支援しています。
その中でも鉄鋼業が排出するCO₂は、2019年度の時点で日本全体の排出量の約14%を占めており、回収が求められる主要な分野の一つです。
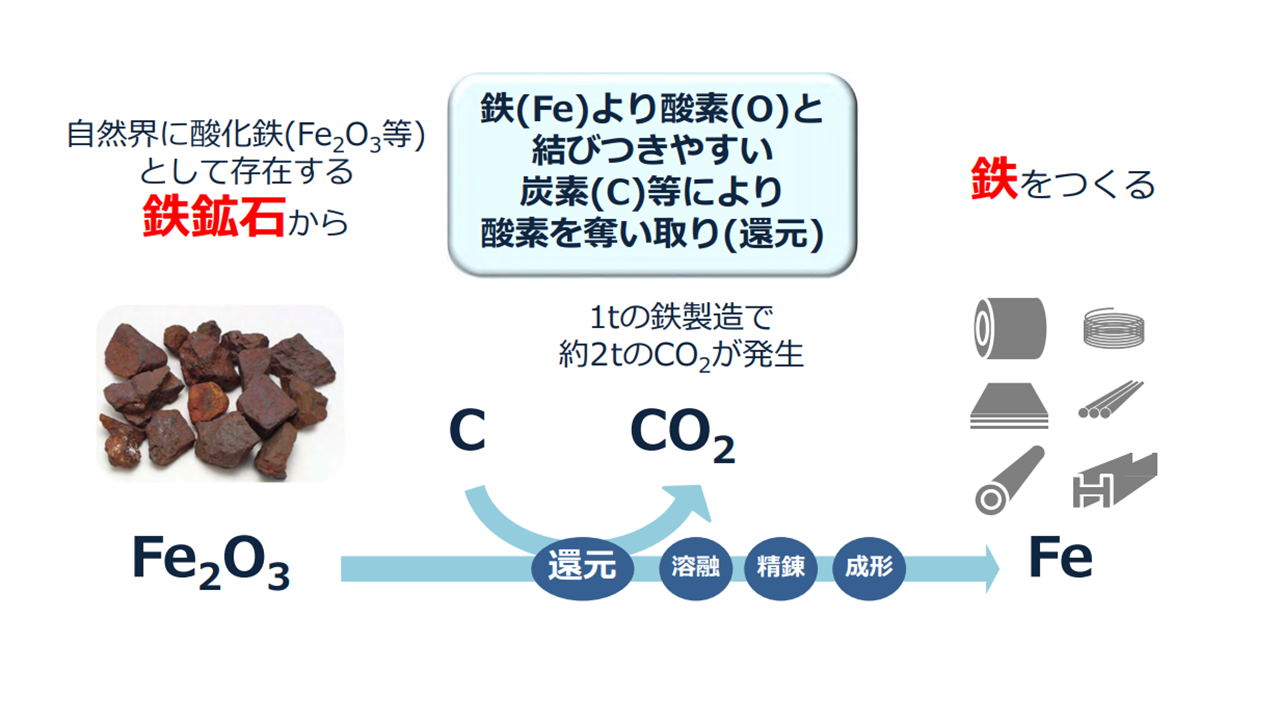
図1 高炉での還元によりCO₂が発生(資料提供:日本製鉄株式会社)
鉄鋼生産で排出されるCO₂の大半は、鉄鉱石から鉄を取り出す高炉で発生します。これは原料となる鉄鉱石の性質によるものです。自然界に存在する鉄の多くは酸化鉄であり、鉄を製造する際はこの酸素を取り除く「還元」が必要になります。この反応のために、コークスと呼ばれる純度の高い炭素が利用されてきましたが、炭素を用いる以上、反応の副産物としてCO₂が必ず発生してしまいます。
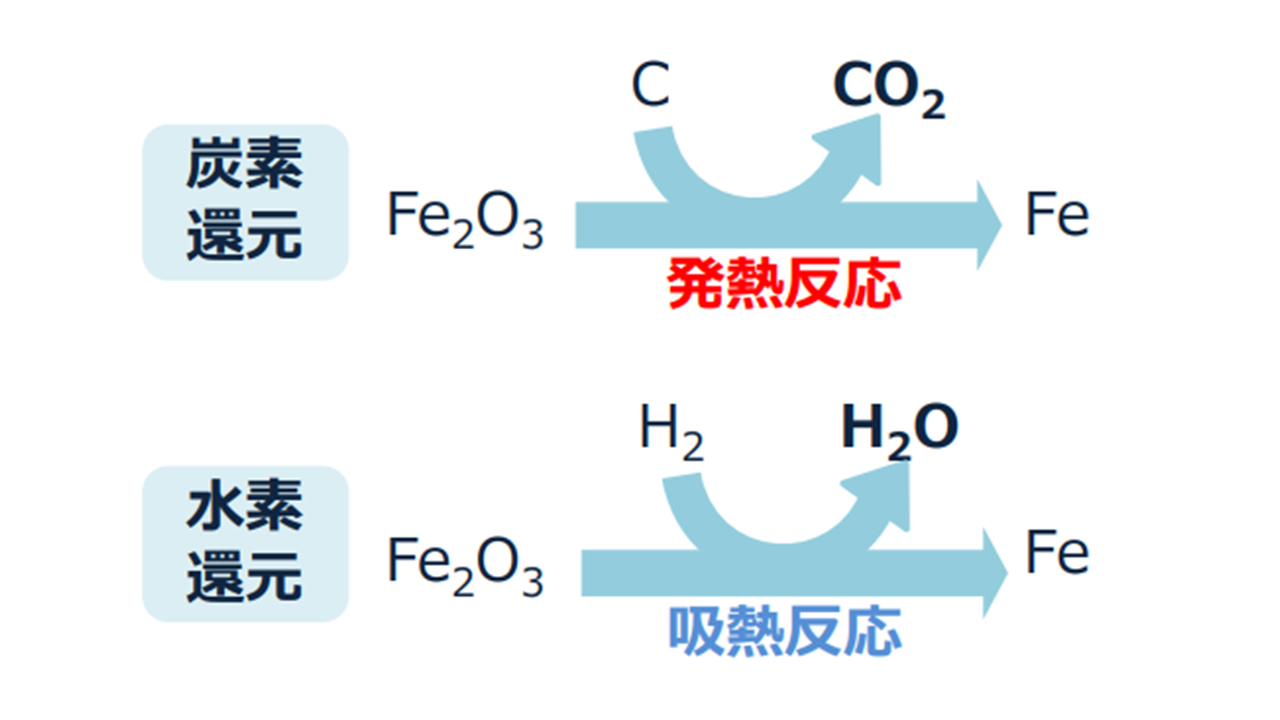
図2 炭素還元と水素還元の違い(資料提供:日本製鉄株式会社)
現在、炭素の代わりに水素を還元剤として使う研究も進められていますが、炭素を完全に代替するには課題があります。酸化鉄から酸素を完全に除去するには2000℃を超える高温が必要です。しかし、水素で還元する反応は熱を吸収する吸熱反応であることに加えて、水素還元の生成物である水蒸気は熱を奪うため、炉内の温度維持が難しくなるのです。このため、製鉄プロセスにおけるCO₂排出をゼロにすることは容易ではありません。こうした背景から、鉄鋼業においてもCO₂回収への取り組みが重要となっています。
化学吸収法によるCO₂分離・回収技術の開発

写真1 日本製鉄株式会社 東日本製鉄所 君津地区(資料提供:日本製鉄株式会社)
日本製鉄(当時・新日本製鐵株式会社)は2004年から、高炉ガスを対象としたCO₂分離・回収技術の開発に着手しました。開発対象としたのは、化学反応を利用して排ガス中のCO₂を選択的に取り出す「化学吸収法」です。
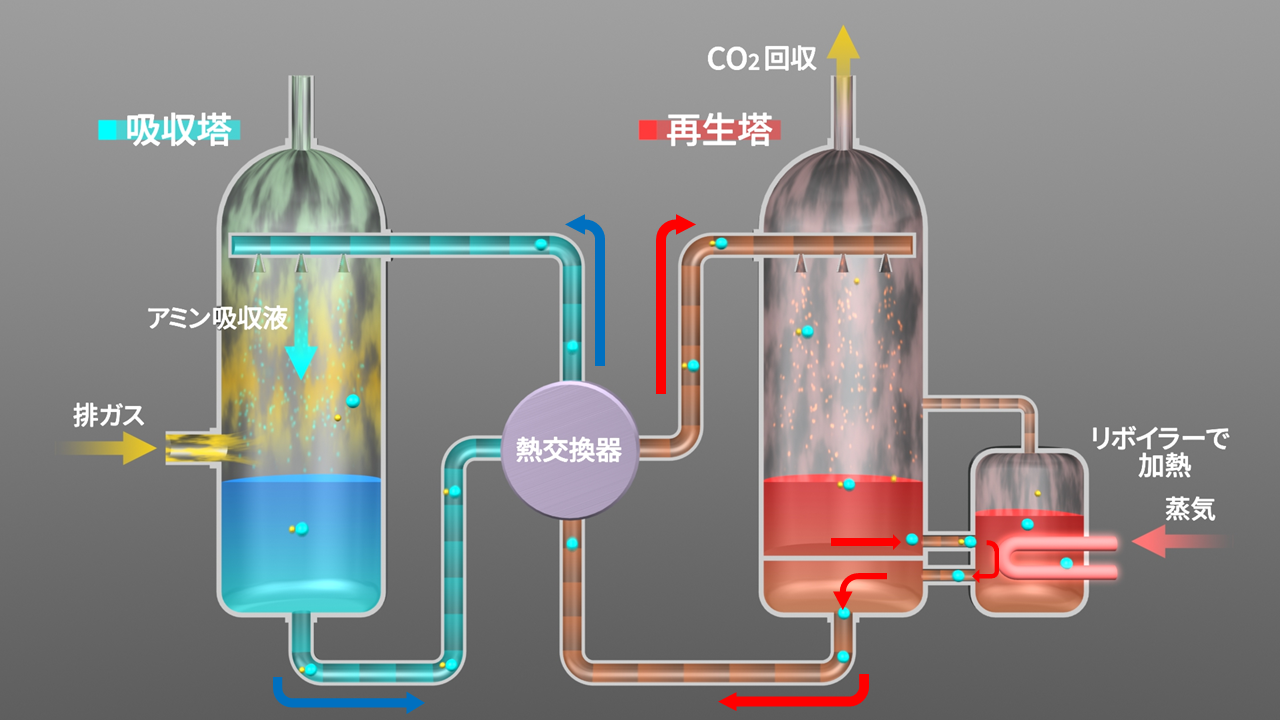
図3 化学吸収法の仕組み(イメージ)
その仕組みです。まず吸収塔でアミンという有機化合物を使った吸収液を上から、排ガスを下から流し接触させることで、化学反応によりCO₂だけを液中に取り込みます。次に、CO₂を含んだアミン吸収液を隣接する再生塔に送り、リボイラーで蒸気によって加熱。すると、逆反応によってアミンとCO₂が分離します。この工程を「再生」と呼び、分離したCO₂は気体として回収されます。一方、アミン吸収液は冷却されて再び吸収塔へと送られます。
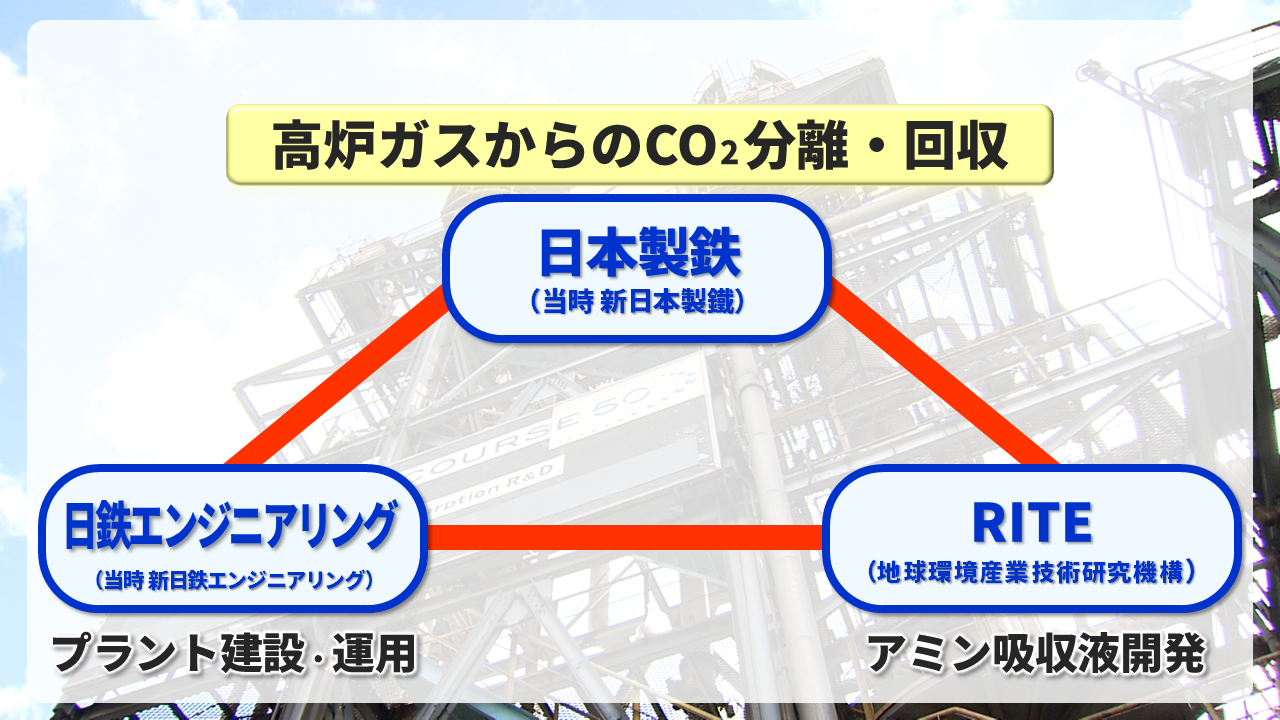
図4 開発体制図
この化学吸収法を高炉ガスへ適用するため、日本製鉄はRITEを共同研究パートナーとしました。RITEは、地球環境の保全と経済活動の両立を理念に掲げ、地球温暖化対策技術やCO₂分離・回収技術の基礎研究を長年進めてきた専門機関です。RITEはそれまでに蓄積してきた知見を生かし、高性能なアミン吸収液の開発を担当しました。
また、実証段階に必要となるプラントの設計・建設・運転検証については、日鉄エンジニアリング(※2)がその役割を担いました。
※2 2006年に日本製鉄のグループ企業「新日鉄エンジニアリング株式会社」として独立。

写真2 1日に1トンのCO₂を分離・回収することができる「CAT1」(資料提供:日鉄エンジニアリング株式会社)
日本製鉄とRITEは、経済産業省の補助事業である「低品位廃熱を利用する二酸化炭素分離回収技術開発」(COCSプロジェクト)の枠組みのもと、アミン吸収液の開発と並行して、1日に1トンのCO₂を分離・回収することができるプラント・CAT1を用いた吸収液の性能評価を進めました。これにより基礎研究段階の成果は得られましたが、実用化に向けては、より大規模な設備によるスケールアップ検証が必要でした。
※CAT…Chemical Absorption Test plant
 なるほど基礎知識
なるほど基礎知識
CO₂分離・回収の技術いろいろ
製鉄所をはじめとする産業施設から排出されるCO₂を回収するには、いくつかの技術が存在します。
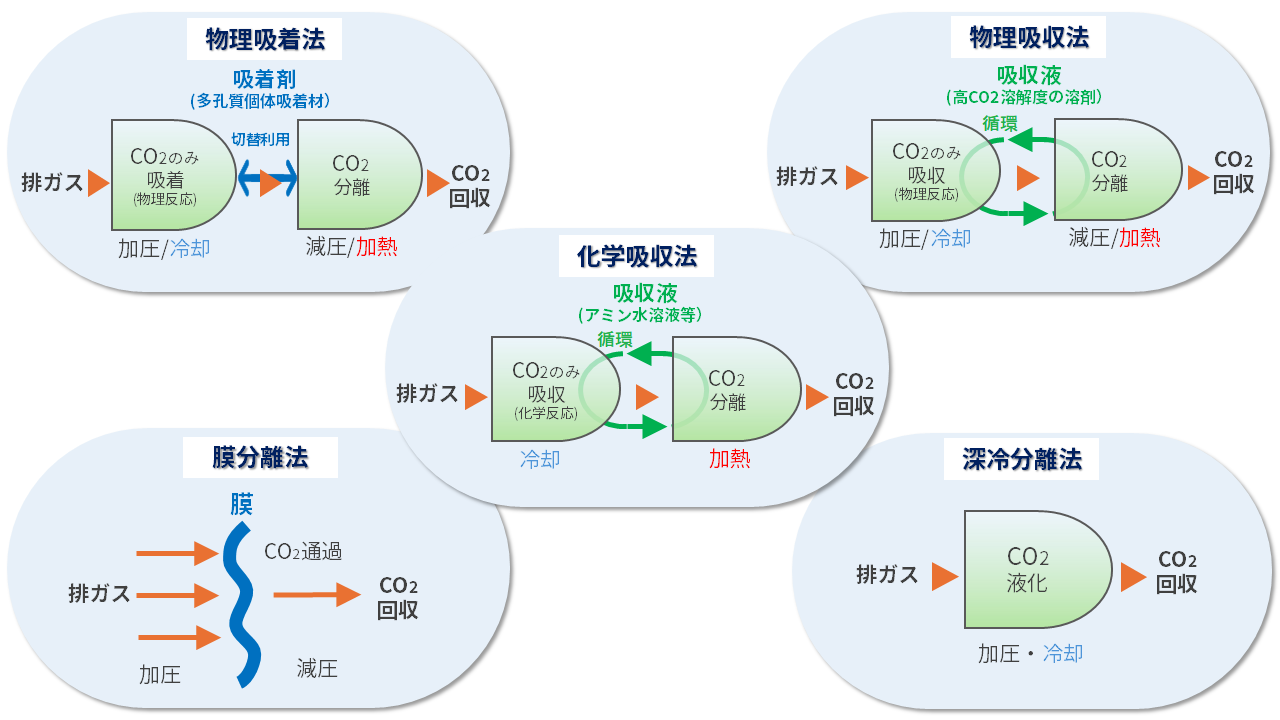
さまざまなCO₂分離・回収技術
化学吸収法…アミンとCO₂の化学反応を利用して分離・回収する方法。
物理吸収法…CO₂を液体に溶解させて分離・回収する方法。
物理吸着法…温度差や圧力差を利用し、専用の吸着剤の表面上にCO₂を吸着させて回収する方法。
膜分離法…圧力差を用い、ガスを専用の膜に通すことでCO₂のみを回収する方法。
深冷分離法…CO₂を冷却して液化し、沸点の違いを利用して分離させる方法。
排ガスの圧力・CO₂濃度・温度などは排出源によって大きく異なり、その条件に応じて、適した回収方法も変わります。さまざまな技術の中で、製鉄所の排ガスに最も適しているのが化学吸収法とされています。
製鉄所から出る排ガスは主に大気圧程度の常圧かつ、ガスに含まれるCO₂は比較的高濃度です。化学吸収法は、排ガスに圧力をかけることなく処理することができるため、大きな動力を必要としません。また、化学反応によってCO₂のみを選択的に分離するため、再利用が可能な高純度のCO₂を回収することができます。さらに、装置構造がシンプルで大量のガスを処理することが可能なため、製鉄所のような大規模なCO₂排出源に適しているのです。
プロジェクトの突破口
BREAKTHROUGH
最大の課題は熱消費エネルギーの低減
化学吸収法によるCO₂分離・回収技術の開発が本格化したのは、2008年に鉄鋼業界全体で製鉄プロセスからのCO₂削減を目指す「COURSE50」プロジェクトが始動したことが契機でした。この取り組みはNEDOの「環境調和型製鉄プロセス技術開発」に採択され、化学吸収法の研究開発もNEDOプロジェクトとして継続されることになりました。
この中で掲げられた技術目標が、CO₂の分離・回収に必要なエネルギーを2.0GJ/t-CO₂以下、すなわち CO₂1トンの回収を、2.0ギガジュール以下の熱量で可能にすることでした。
化学吸収法が抱える最大の課題は、再生に必要な熱エネルギーの低減です。吸収したCO₂を再生塔でアミンから分離させるには、アミン吸収液を加熱する必要があります。
これまで主に使われてきたアミン吸収液は、モノエタノールアミン(MEA)という有機化合物を用いたものでした。しかし、このMEAからCO₂を分離するためには、約4.0GJ/t-CO₂の熱が必要で、NEDOプロジェクトではそのエネルギーを半分に抑えることが求められたのです。
しかし、「低温でCO₂を分離できるアミン吸収液」を開発すれば課題が解決するわけではありませんでした。
そうすると、今度はCO₂を吸収する速度が落ちてしまうのです。吸収速度が落ちれば、同じ量のCO₂を回収するためにより多くの吸収液を使う必要が生じ、分離時に加熱するアミン吸収液の量が増えます。結果、分離・回収に必要な熱エネルギーが増えてしまう可能性もあるのです。
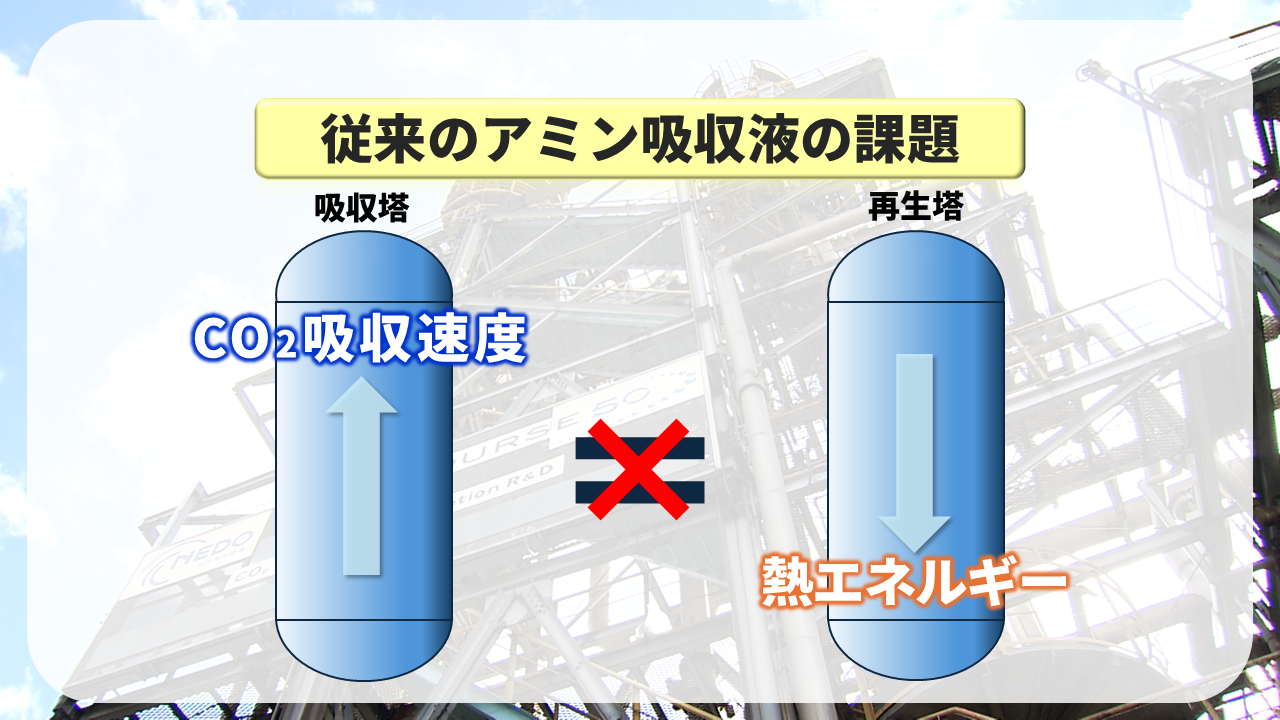
図5 アミン吸収液 トレードオフの関係イメージ
このように、分離・回収に必要な熱エネルギーの低減とCO₂の吸収速度の維持は、トレードオフの関係にあります。このため、2.0GJ/t-CO₂という目標を達成するには、低温でCO₂を分離できるうえに一定の吸収速度を保つことができる、バランスの取れたアミン吸収液の開発が不可欠でした。さらに、そのアミン吸収液の能力を最大限に活かすプラント構成や運用方法の確立も求められました。今回のプロジェクトは、化学吸収法が抱える本質的な課題を克服する極めて高難度の挑戦だったのです。
これまでにないアミン合成への挑戦
写真3 公益財団法人地球環境産業技術研究機構 化学研究グループ フィローズ アラム チョウドリーさん
本プロジェクトでアミン吸収液の開発を担ってきたのが、RITEのフィローズ アラム チョウドリーさんです。1995年にバングラデシュから留学生として来日し、有機合成化学を専門に研究してきました。2002年にRITE に入構してからは、その知識と技術を生かし、アミンを中心としたCO₂分離・回収技術の材料開発に取り組んできました。

写真4 フィローズさん
従来の化学吸収法では、市販されているアミンを複数組み合わせて吸収液とする手法が一般的でした。当時の研究状況を、フィローズさんは次のように振り返ります。
フィローズさん:化学吸収法はCO₂分離・回収技術の中で最も発展していました。市販のアミンはすべて試しましたが、私たちが開発を始めた時点ですでに従来型のアミンはほぼ検討されており、より優れた吸収液を開発することは大きな挑戦でした。
この挑戦を可能にしたのが、自身の有機合成化学の知見でした。市販アミンの性能が頭打ちになりつつある中で、フィローズさんは分子構造そのものを新たに設計するアプローチに踏み切りました。自ら分子設計を行い、目的に応じて新しいアミンを合成することで、従来にはない特性を持つ吸収液の候補を生み出していったのです。実際に評価したアミンは、市販アミンと自ら合成したアミンを合わせると数百種類にのぼります。
アミン開発の背中を押した量子化学計算
2008年からのNEDOプロジェクトでは、アミン吸収液開発を支える新たなメンバーとして、日本製鉄の松崎洋市さんが参画しました。量子化学計算を専門とする松崎さんは、反応メカニズムの解明や、実験結果の予測などを通してRITEによるアミン吸収液の開発を支援しました。
写真5 日本製鉄株式会社 技術開発本部 先端技術研究所 松崎洋市さん
松崎さん:量子化学計算では、電子・原子レベルの計算によって、さまざまな化学の現象がどういうメカニズムで起こってどういったものができるのか、それができるときの速さはどれぐらいなのかを明らかにしたり予測したりすることができます。アミンの合成には非常に手間がかかります。研究開発というのは原理・原則をきちんと押さえて進めていくのが最も効率の良いやり方ですが、その原理・原則を明らかにするのに量子化学計算が非常に大きな武器になるんです。
松崎さんが注目したのは、CO₂の吸収効率に優れた特性を持つアミンの分子構造でした。
松崎さん:ある特徴的な分子構造を持つアミンの場合、CO₂の回収効率が劇的に良くなるという現象があり、そのこと自体はずいぶん前から知られていました。これまでは「それは分子の構造的な理由によるものだ」という定説があったのですが、その原理ははっきりとわかっていなかった。そこで、その定説を疑うところから始めたんです。
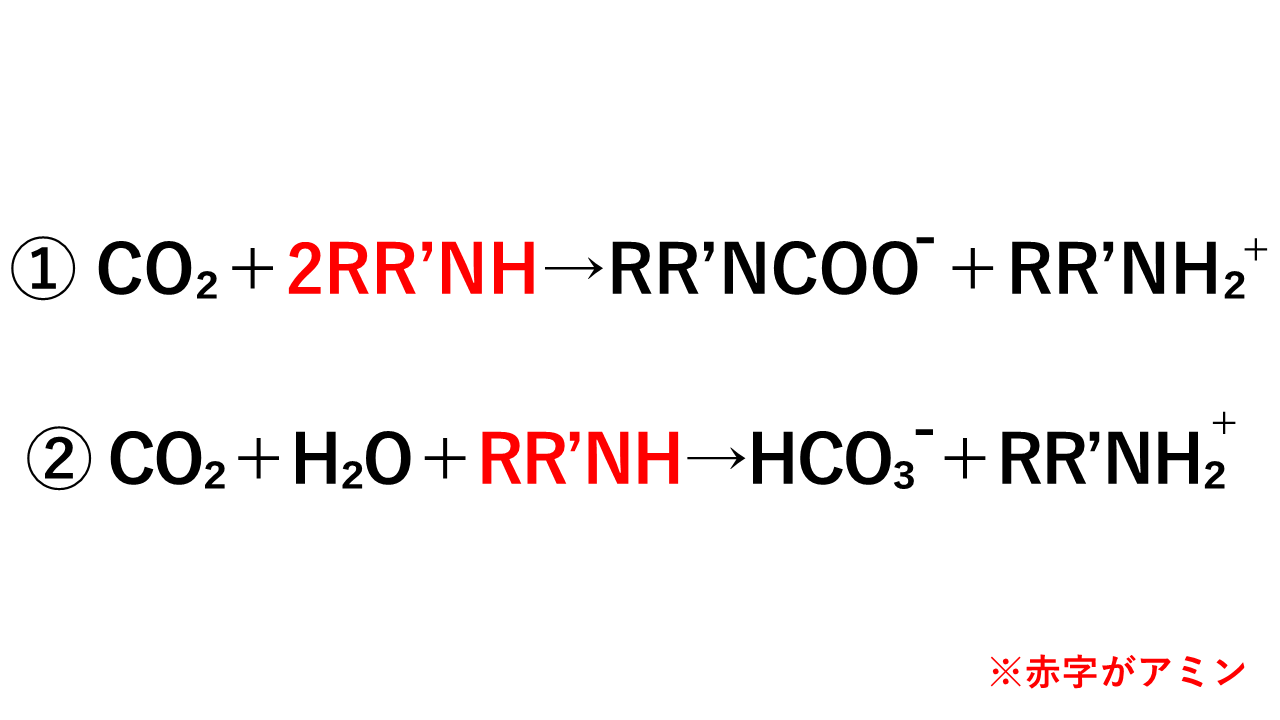
図6 アミンがCO₂を吸収するときの反応を表す化学式
アミンがCO₂を吸収するときの反応には2種類あり、これらが同時に起こります(図6)。1単位のCO₂を吸収するのに、①の反応ではアミンが2単位必要ですが、②では1単位で済みます。つまり②の反応のほうが吸収効率が良いことになります。松崎さんは、②の反応がより起こりやすいアミンの構造や仕組みに、定説となっていた「分子の構造的な理由」とは別の要因が働いているということを計算で明らかにしました。このことにより、吸収速度を落とさずにCO₂を低温で分離できるアミンの分子構造を見出すことができたのです。
そしてその分子構造は、フィローズさんがNEDOプロジェクト以前に合成した、あるアミンの分子構造と近似したものでした。そのアミンは実験室レベルでは優れた性能を示すものの、プラントでの運用に必要な量を合成することが難しく、一度開発を見送ったものだったのです。
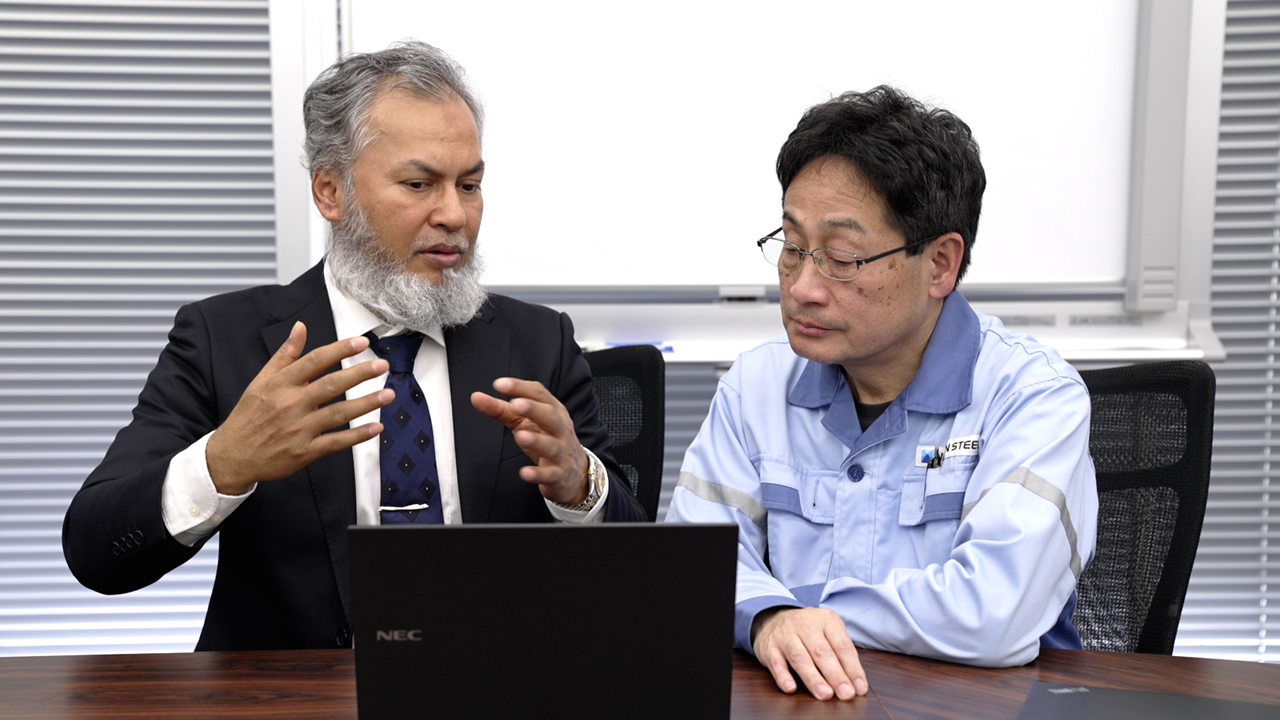
写真6 (左から)フィローズさんと松崎さん
松崎さん:フィローズさんたちが開発したアミンの分子構造が間違っていなかった、原理的にも最も正しいやり方だということが確認できましたので、ほかの選択肢に脇目を振らず、その方向性で検討していけばよいという保証ができたと考えています。
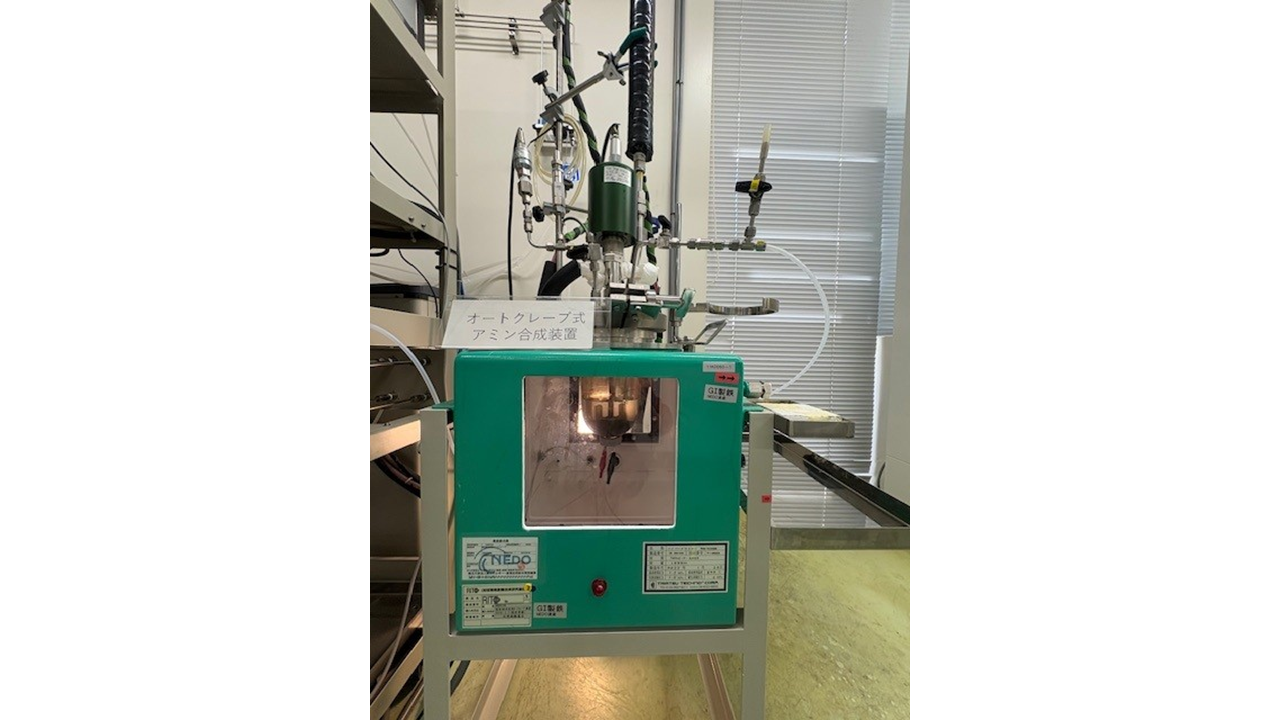
写真7 NEDOプロジェクトで新たに導入した合成装置(資料提供:公益財団法人地球環境産業技術研究機構)
フィローズさんは、NEDOプロジェクトを活用して新たな合成装置を導入。効率の良いアミンの合成方法を確立します。こうして、大規模スケールでの試験に供給できるだけのアミン吸収液を生産できるようになったのです。
フィローズさん:アミンの電子的・構造的な条件について松崎さんが解明してくれたことは、このプロジェクトにおいて大きな糧になりました。最終的には、熱エネルギー消費量と吸収速度のトレードオフ関係を打破し、従来に比べてCO₂の吸収速度、吸収量、低温再生のバランスに優れたアミン吸収液を開発することができました。
実験室レベルから30トン規模の実地検証へ

写真8 試験プラント「CAT30」(画面右)
こうして開発されたアミン吸収液の性能を実際の規模で評価すべく、日鉄エンジニアリングは1日に30トンのCO₂を分離・回収できるパイロットプラント「CAT30」 を建設しました。これは、実験室の装置と比べて約6000倍、従来のベンチプラントと比べても30倍の規模に相当します。
このCAT30の設計から、アミン吸収液の運転評価までを担当したのが、日鉄エンジニアリングの萩生大介さんです。

写真9 日鉄エンジニアリング株式会社 プラント本部 計画技術部 萩生大介さん
萩生さんは、候補となる約10種類のアミン吸収液について、熱エネルギー消費量を中心に評価を実施しました。1つの液について、まず運転条件を定めて一定期間試験を行い、その結果を踏まえて排ガスの流量や加熱するための蒸気量といった運転条件を変更する―。吸収液ごとに最適なヒートバランスが異なるため、試験と最適化を繰り返し、1種類の液につき約1か月をかけて丁寧に検証を進めていきました。
どれだけ高性能な吸収液であっても、実際のプラント規模で安定して運転できるかどうかは、実験室レベルの検討だけでは判断できないと萩生さんは言います。
萩生さん:小さなラボの装置では、放熱(設備の外壁から周りに逃げてしまう熱)などの影響が出ないように補うなど、その液が持っている本来のポテンシャルを評価できる“理想的な環境”を作ることができます。一方、実際の規模でそのような理想的な環境を作ろうとすると設備を大きくしなければならず、コストがあまりにもかかりすぎてしまいます。つまり、ラボと同じ条件を再現できないという制約があり、どうしても性能は少し落ちる方向になるんです。
スケールアップして見えてきた課題のひとつが、「吸収反応熱」です。アミンがCO₂を吸収するときには熱が発生します。すると液自体の温度が上がってしまい、CO₂を吸収しづらくなるのです。
この課題に対処するため、吸収塔に熱交換器を搭載。吸収反応熱によって温度が上がってしまったアミン吸収液を冷やすことで、吸収速度や吸収量を保つ工夫を施しました。
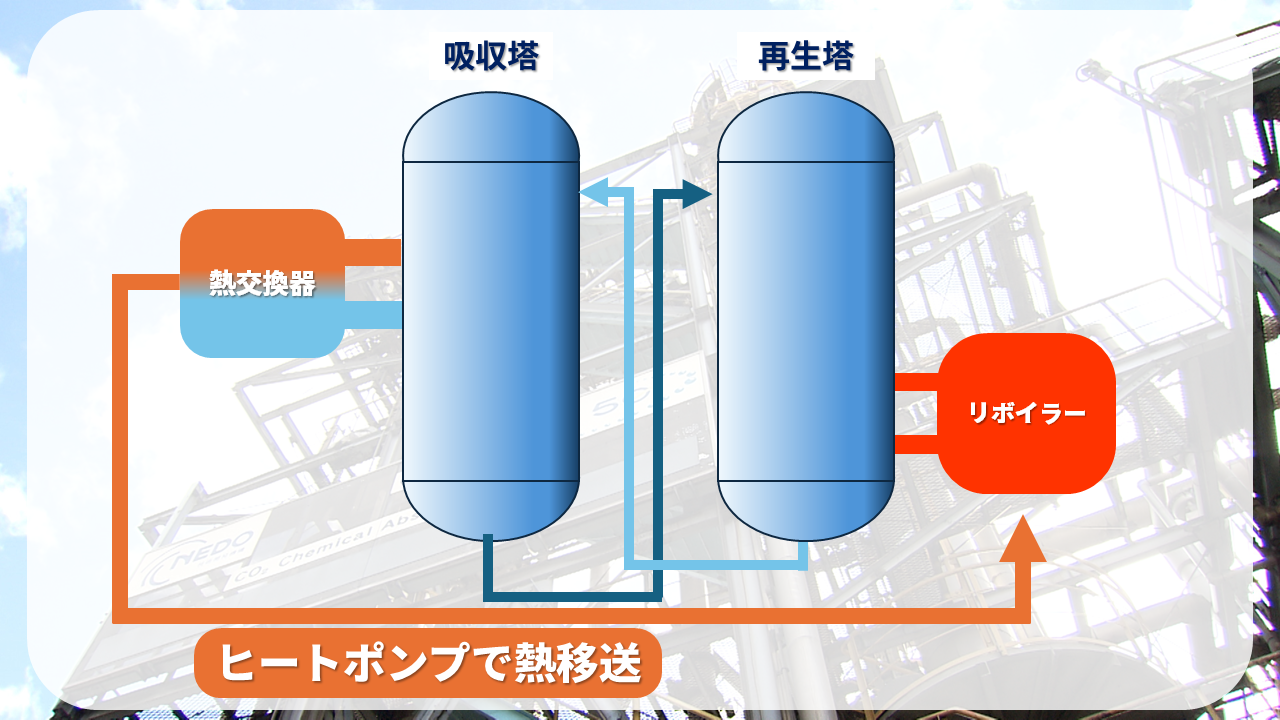
図7 熱交換器と熱移送システムの仕組み(イメージ)
さらに、吸収反応熱をそのまま捨ててしまうのではなく、再生塔でCO₂を分離するときの熱源として有効利用するため、ヒートポンプを用いた熱移送システムも開発しました。吸収塔の反応熱を熱交換器によって回収した後、再生塔側のリボイラーに送ることができる仕組みです。熱を運ぶ役割を担う「熱媒」には、回収したい温度付近で気化する媒体を選定し、熱を無駄なく利用することで、プロセス全体の熱エネルギー消費量の低減にもつながりました。
高性能なアミン吸収液の開発、そしてそれに合わせてCAT30での運用条件を整えることによって、当初は従来通り120℃に設定していたアミン再生時の加熱温度を、100℃以下にまで下げることに成功しました。
萩生さん:ここまで低い温度で再生できるアミン吸収液はこれまでなかったので、低温で再生できるとわかって正直驚きました。これは新たな方向性の液だなと。低温再生できることで、製鉄プロセスにおいてこれまでは捨てられていた未利用排熱の活用という可能性も広がりました。
チャンスは1回… 2000時間にも及ぶ長期連続試験
熱エネルギー消費量の評価試験は、萩生さんにとってきわめてプレッシャーの高い工程でもありました。なぜなら、この試験で得られるデータが、その後に控える2000時間にも及ぶ長期連続運転試験の成否を左右するからです。長期連続運転試験は、アミン吸収液によるプラント建材への腐食の影響や吸収液自体の性能劣化といった「実用化に耐えうるかどうか」を判断する重要な試験です。
プロジェクトの残り期間を考慮すると、この長期連続運転試験のチャンスは一度きり。したがって、アミン吸収液の性能を最大限引き出せる最適な運転条件を、前段階である熱エネルギー消費量試験の期間中に確実に見極める必要があったのです。
萩生さん:長期連続運転試験が始まるタイムリミットは決まっていたので、それまでには必要なデータを全部取り切る必要がありました。ところが、データがうまく取れない、あるいは予想外のデータが取れてしまったりすると、追加の試験をしなければならないことになります。なぜ予想外の結果になったのかを考察しながら次の運転条件を考える。いかに効率的に、定められた試験期間内で必要なデータを取りきるかというところがいちばん大変でした。
予想外の結果にも柔軟に対応しながら、優れたアミン吸収液の選定とともに最適な運転条件を導き出し、ついに2000時間の長期連続運転試験に突入。3か月後、アミン吸収液の性能は運転当初からほとんど変わらず、劣化がないことが確認されました。また、同時に行っていた腐食試験でも、アミン吸収液がプラントの建材に影響を与えないことが明らかになりました。
そして2013年、ついにプロジェクトの目標であった熱エネルギー消費量2.0GJ/t-CO₂を達成したのです。
いち早い社会実装に向けて 高炉ガス以外への応用
日鉄エンジニアリングは、高炉ガスからのCO₂分離・回収を最終目標に置きながらも、NEDOプロジェクトで開発した技術を、さまざまな施設の排ガスに応用し社会実装することを目指していました。
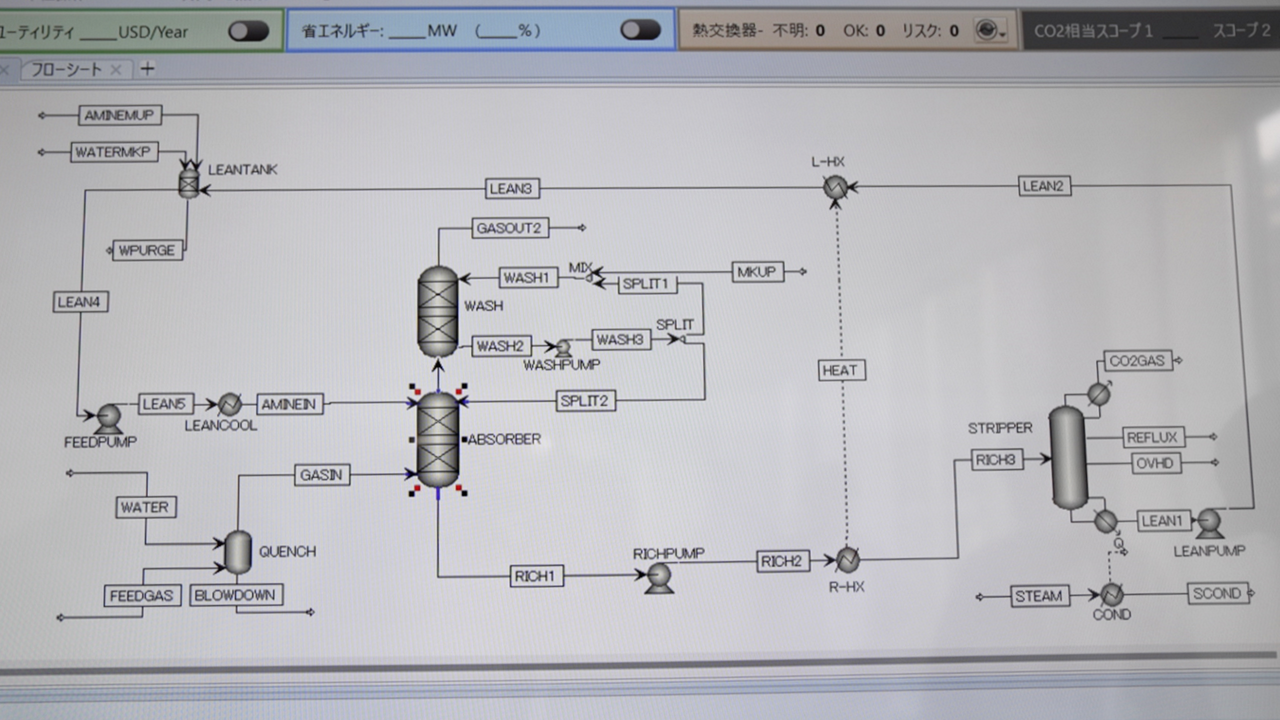
写真10 プロセスシミュレーターの運転フローを表示した画面
そこで、回収源となるガスのCO₂濃度に応じた最適な設備設計を行うため、アミン吸収液の評価と同時に、プロセスシミュレーターを用いたモデル構築にも挑みました。
萩生さん:回収源のCO₂濃度が変われば、設備のサイズ、塔の高さも変わるので、いちばん効率の良い設備仕様・運転条件を設定できるようにしておく必要があります。設備設計に必要なデータは実際に試験をして取得するものですが、最適な条件を毎回試験によって取得するには限界があります。試験をしなくても普遍的に再現することができるように、設計手法のモデル構築にも取り組みました。基本的な考え方では、入口と出口のガスの条件と吸収液の条件が決まっていれば必要な設備は設計できるのですが、化学反応によって熱が発生するとなると、温度が何度になるか、温度が上がったところで吸収液がどれぐらいの性能を発揮するかをきちっと予測しなければいけません。温度変化を伴う設備の設計は初めてだったので、手探りで進めるしかありませんでした。
日鉄エンジニアリングでは、アミン吸収液の物性データと、CAT30による評価試験で得られた実験データをプロセスシミュレーターに入力。理論値と実験値のズレを、パラメータを調整しながらひとつひとつ補正していく作業に取り組みました。
既存のアミン吸収液であればシミュレーターの中に必要な情報がすでに組み込まれていますが、今回扱うアミン吸収液はNEDOプロジェクトで新たに開発されたもの。そのため、必要なパラメータをひとつひとつ調整し、モデルに反映していく必要があったのです。
萩生さん:100を超えるパラメータのうち、どこにどれだけの情報を打ち込む必要があるのかなど、前例がない中で一から検討しなければなりませんでした。理論的に作ったモデルは実験データと合わないことが多いため、どのパラメータをどの程度変えると実験値に近づくのかを確認しながらフィッティングを進めていきました。「この数値を調整すると合うけれども、別の部分がずれてしまう」ということの繰り返しで、半ば試行錯誤でした。
こうした緻密な調整には正確な実験データが欠かせず、CAT30という大規模なプラントでの評価試験だからこそ、正確なデータを取得することができたと萩生さんは言います。
萩生さん:設備が小さいと放熱の影響が大きく、正確なデータを得ることが難しいんです。外乱要因の少ない、大規模な装置で試験をすることによって、より正確なデータを得ることができるようになりました。モデル構築の精度向上には、この正確な客観的データが非常に役に立ちました。
ESCAP誕生 回収したCO₂は炭酸飲料や飼料の原料に

写真11 ESCAP初号機(資料提供:日鉄エンジニアリング株式会社)
日鉄エンジニアリングはNEDOプロジェクトで得られた成果を応用し、実用機「ESCAP」を開発しました。
回収したCO₂を再利用できるよう独自に前処理・後処理設備を追加し、2014年に日本製鉄の北日本製鉄所・室蘭地区構内に導入しました。熱風炉排ガスから1日に120トンのCO₂を分離・回収することができ、ここで回収されたCO₂は炭酸飲料の原料などに利用されています。

写真12 ESCAP2号機(資料提供:日鉄エンジニアリング株式会社)
さらに2018年には、2号機を住友共同電力の新居浜西火力発電所に導入。石炭火力発電の燃焼排ガスを回収源とし、1日あたり143トンのCO₂を分離・回収することができます。石炭火力発電の燃焼排ガスを対象とした化学吸収法によるCO₂回収設備としては、日本で初めての事例です。
こうした大規模なプロジェクトは、NEDOの支援があったからこそ実現したと萩生さんは振り返ります。
萩生さん:こういった長期にわたる開発は、なかなか民間企業が単独で進めるには厳しいところもあります。NEDOプロジェクトの仕組みがあったからこそ、共同での開発を持続することができ、実用化も含めた今回の成果を得ることができたと思っています。
開発のいま、そして未来
FOR THE FUTURE
アミン吸収液のさらなる性能アップを目指して
高炉ガスからのCO₂分離・回収に向けた研究開発は、NEDOのグリーンイノベーション基金(GI基金)事業へと引き継がれ、アミン吸収液の性能向上の取り組みが続いています。
RITEと日本製鉄は、さらなる熱エネルギー消費量の低減に向け、従来の水溶液ベースの吸収液に加え、有機溶媒や触媒を活用した新たなアミン吸収液の開発を進めており、日鉄エンジニアリングもこれらの新しい吸収液の性能評価に携わっています。
さまざまな排ガスからのCO₂分離・回収

写真13 可搬式小型CO2分離回収試験設備「m-ESCAP™」 移送時(資料提供:日鉄エンジニアリング株式会社)
また日鉄エンジニアリングは、CO₂分離・回収の対象となる排ガスをさらに広げるため、可搬型の評価設備「m-ESCAP™(モバイルESCAP)」を開発。CO₂の回収源となる施設に持ち込み、CO₂回収性能や回収したCO₂の品質、操業安定性など、導入可能性を探る評価・検証を進めています。

写真14 可搬型の評価設備「m-ESCAP™」 設置時(資料提供:日鉄エンジニアリング株式会社)
CCSに向けたスケールアップへ
さらに、独立行政法人エネルギー・金属鉱物資源機構(JOGMEC)による「先進的CCS事業」において、産業排ガスから回収したCO₂を地中に貯留するための大規模なCO₂分離・回収設備の検討も進めています。分離・回収するCO₂の量は1日あたり数千トン規模となる見込みで、大幅なスケールアップが求められます。
萩生さん:実用化したESCAPの数十倍の規模となり、私たちにとっても非常にチャレンジングなプロジェクトです。これまでの試験やプラント開発で培ってきたスケールアップの知見を生かしながら実現につなげて、温暖化対策に貢献していきたいと思っています。
開発者の横顔
FACE
量子化学計算は「社会の役に立つ」と伝えたい
日本製鉄株式会社 技術開発本部 先端技術研究所 松崎洋市さん
アミン吸収液の開発において、アミンの性能予測や反応メカニズムの解明を担当した日本製鉄の松崎洋市さん。学生時代から量子化学計算を専門に学んできました。
入社後も30年以上にわたり、量子化学計算を活用して多様な研究開発に携わってきました。その中で、量子化学計算という技術が持つ価値をもっと社会に知ってほしいという思いが強まっていったと言います。
松崎さん:量子化学計算は、一般的にはアカデミックな領域で活用されるものと認識されており、「実際、何の役に立つの?」という疑問を持たれやすいと思います。しかし、実はさまざまな分野で社会貢献ができるはずで、“会社”の役に立つと同時に“社会”の役に立つことを目指して研究開発をライフワークとしてやってきました。今回のプロジェクトでCO₂削減や温暖化対策に少しでも貢献できたことは、非常に嬉しく思っています。
膨大な数のアミンの性能の予測や解明には、NEDOプロジェクトを活用して導入したたくさんのコンピューターが役に立ったと松崎さんは振り返ります。
松崎さん:候補となるアミンについてはすべて計算する必要がありました。同時並行で進めていかないと間に合わないので、計算のためのコンピューターはいくらあっても足りません。それをNEDOプロジェクトの予算で買っていただいて、非常に効率良く集中して短期で結果を出すことができました。
作ったものが産業で使われるのが研究者の夢

公益財団法人地球環境産業技術研究機構 化学研究グループ フィローズ アラム チョウドリーさん
アミン吸収液開発の中核を担ったRITEのフィローズ アラム チョウドリーさん。実験室でうまくいくことをゴールにするのではなく、実用化をゴールにしたからこそ開発が成功したと語ります。
フィローズさん:私たちはアミン吸収液のプロであり、設備やプロセス開発のプロは日鉄エンジニアリングです。NEDOプロジェクトで、日本製鉄、日鉄エンジニアリングという企業と協力できたからこそ、実用化につながったのだと思います。つまり、私たちが“血”を作り、日鉄エンジニアリングが“骨”を作ったということです。
そんなフィローズさん、今回のNEDOプロジェクトを通して、「研究者としての夢」をかなえることができました。
フィローズさん:実際に開発したアミン吸収液がESCAPとして実用化されたときは、言葉では表せないほど感動しました。実験室の小さなビーカーから開発が始まったものが、今では実用化して実際に生産されるようになったのです。これは研究者として非常に感慨深いことです。自分が作ったものが産業的に使われるようになることは研究者の夢ですから。
ESCAP由来の炭酸飲料の味は…
日鉄エンジニアリング株式会社 プラント本部 計画技術部 萩生大介さん
初号機導入後、日鉄エンジニアリングの萩生大介さんには、自ら開発した技術が社会の役に立っているということを実感した場面がありました。
萩生さん:室蘭で回収したCO₂は炭酸飲料の原料にもなっているということで、その炭酸飲料を買って飲んだことがあって。実際に私たちの仕事が一般の方々の手にも渡っているのかと、そこで初めて社会の役に立っていることを実感しました。
萩生さんは、入社当時から環境問題を解決する仕事に携わりたいと思っていたそうです。
萩生さん:NEDOプロジェクトを機に、運良くCO₂分離・回収技術の開発に携わることができ、それから20年以上、会社員人生の大半をこの仕事に費やしてきました。CO₂削減は限られた市場だけでなく全世界的な課題であり、私たちが開発した技術はそこに幅広く対応できるものだと思っています。そんなポテンシャルのある技術開発に携われているということで、非常にやりがいを感じています。
 NEDOの役割
NEDOの役割
「環境調和型製鉄プロセス技術開発」
2008年度~2012年度
サーキュラーエコノミー部 (当時 環境部)
鉄鋼業は我が国の産業部門の中で最大のCO₂排出業種であり、地球温暖化対策として抜本的なCO₂削減が要求されてきました。 CO₂削減を実現する革新的な製鉄プロセス技術開発の必要性から、NEDOは本プロジェクトの中で、水素などを用いた鉄鉱石の還元反応制御技術の開発とともに、高炉ガスからのCO₂分離・回収技術開発を支援してきました。
そしてNEDOは、ESCAPの実用化につながった本プロジェクトを「フェーズⅠ-STEP1」と位置づけて開始した後継プロジェクト「環境調和型プロセス技術の開発/水素還元等プロセス技術の開発(フェーズⅠ-STEP2、フェーズⅡ-STEP1)」や、2021年度から開始した「グリーンイノベーション基金事業/製鉄プロセスにおける水素活用」を実施し、高炉ガス用吸収液の更なる高性能化のための技術開発を継続的に支援しています。
一方、2050年カーボンニュートラルの実現に向けて、NEDOは、「カーボンリサイクル・次世代火力発電等技術開発」、「CCUS研究開発・実証関連事業」等を実施し、製鉄所だけではなくセメント、化学、石油精製等のプラント、発電所等で発生したCO₂を分離・回収、輸送、有効利用、貯留するCCUS(Carbon dioxide Capture, Utilization and Storage)の技術開発を総合的に進めております。
このようにNEDOは、我が国の競争優位性を確保しつつ、コスト低減や用途開発のための技術開発・社会実装を推進し、カーボンニュートラル社会の実現に貢献していきます。
関連プロジェクト
環境調和型製鉄プロセス技術開発 (2008年度~2012年度)
環境調和型プロセス技術の開発 (2013年度~2022年度)
グリーンイノベーション基金事業/製鉄プロセスにおける水素活用 (2021年度~2030年度)