
CONTENTS
開発への道
大量廃棄が予想されている太陽光パネルプロジェクトの突破口
目指すは2400枚 刃の耐久性上げるための模索開発のいま、そして未来
プロジェクト終了後も変化する状況 さらなる技術の進化開発者の横顔
うちは誰もやったことないことをやるのが好きな会社なんです

概要
INTRODUCTION
再生可能エネルギーとして、国内外で広く普及してきた太陽光発電。太陽光パネルの寿命は20~30年と言われており、今後大量のパネル廃棄が予想されることから、リサイクルの重要性が高まっています。しかし、屋外設置が一般的な太陽光パネルは非常に頑丈に造られており、特にカバーガラスと電池部分が強固に一体化しているため、分離が難しいという課題がありました。
こうした中、株式会社エヌ・ピー・シー(以下、エヌ・ピー・シー)はNEDOプロジェクトに参画し、低コストで、ガラスを割らずに電池部分と分離することができる装置を開発しました。太陽光パネル製造装置の分野で30年以上培ってきた技術とノウハウがあったからこそ、たどり着けた画期的な方法。そして、リサイクルコストを下げるための地道な挑戦のストーリーに迫ります。
年表
TIMELINE
| 年 | 経緯 |
| 2012年 | 経済産業省による「再生可能エネルギーの固定価格買い取り制度(FIT)」開始 |
| 2014年 | NEDO「太陽光発電リサイクル技術開発プロジェクト」スタート エヌ・ピー・シーは「低コスト分解処理技術FS(開発)」プロジェクトで ホットナイフ分離装置開発に着手 |
| 2015年 | NEDO「低コスト分離処理技術実証」で、実用化を目指し装置の改良開始 |
| 2017年 | 実用初号機完成 |
| 2018年 | NEDOプロジェクト目標(5円/W)自社目標(3円/W)達成 |
| 2019年 | NEDOプロジェクト終了 |
| 2024年 | 環境省「再資源化事業等の高度化に係る認定制度における指標について」の中で リサイクル技術の事例として紹介 |
| ~2025年 | 6月時点で、国内でホットナイフ分離装置12台が導入されているほか フランスやチェコなど海外でも導入が進む |
開発への道
BEGINNING
大量廃棄が予想されている太陽光パネル
2012年、経済産業省による「再生可能エネルギーの固定価格買い取り制度(FIT)」(※1)の開始以降、全国で太陽光発電設備の設置が急速に進みました。
しかし、太陽光パネルの耐用年数は平均20~30年とされ、急速な普及の波に乗って導入されたパネルの大量廃棄が今後予想されています。
NEDO「太陽光発電開発戦略2025」の推計によれば、FITの買い取り期間が終了する2035~2037年頃に廃棄量がピークを迎えると予想されています。その量は約22万~34万トンと推定されており、国内の最終処分場のひっ迫が懸念されることから、リサイクル体制の整備は喫緊の課題となっています。
※1 再生可能エネルギーの固定価格買い取り制度(FIT)…再生可能エネルギーで発電した電気を電力会社が一定価格で買い取ることを国が約束する制度。
【出典】NEDO「太陽光発電開発戦略2025」
製造装置メーカーがリサイクル技術開発へ
こうした中、NEDOは2014年から「太陽光発電リサイクル技術開発プロジェクト」を実施。太陽光パネルに含まれている資源価値のあるものを、低コストで効率よく回収するために、リサイクル・撤去・回収技術や社会システムの確立を目指して開発・実証を行いました。
 写真1 株式会社エヌ・ピー・シー 松山工場
写真1 株式会社エヌ・ピー・シー 松山工場
その中で、パネルを低コストで分解する技術の開発に乗り出したのが、太陽光パネルの製造装置を手がけるエヌ・ピー・シーです。
 写真2 エヌ・ピー・シーが製造するラミネーター装置(資料提供:株式会社エヌ・ピー・シー)
写真2 エヌ・ピー・シーが製造するラミネーター装置(資料提供:株式会社エヌ・ピー・シー)
1992年に真空包装機の製造・販売から事業をスタートしたエヌ・ピー・シー。1994年、太陽光パネルのカバーガラスと電池部分(セル)を真空中で圧着して封止するラミネーター装置を開発し、日本で太陽光発電がまだ本格的に普及する前に市場へ参入します。2年後には当時最大の市場だったアメリカに進出し、大手太陽電池メーカーとの取引を実現しました。その後も、セルの自動配線装置などのパネル製造装置を世界50カ国以上へ提供してきました。
パネルを「組み立てる」ための装置を手がけてきたメーカーが、パネルを「分解する」装置の開発へ挑む。そのきっかけはささいなことだったと、代表取締役社長の伊藤雅文さんは振り返ります。
写真3 株式会社エヌ・ピー・シー 代表取締役社長 伊藤雅文さん
伊藤さん:産業技術総合研究所のある先生からNEDOプロジェクトへのお誘いがあったんです。その先生は、うちがどういう機械を造っているかをよく知っていて、「エヌ・ピー・シーだったら、パネルを分解する機械も造れるんじゃないの?」と。当時はまだFITも始まったばかりで、パネルのリサイクルについては今ほど重要視されていなかったと思うのですが、将来的に絶対に必要になってくるだろうなとも思いましたし、何より、うちならできるだろうな、おもしろそうだなと思ったので、参画を決めました。
太陽光パネル 分解の難しさ
2014年、エヌ・ピー・シーは、NEDOの「太陽光発電リサイクル技術開発プロジェクト」の実施項目のひとつである「低コスト分解処理技術FS(開発)」に参画。そこで挑んだのが、パネルのカバーガラスを割らずに他の部材と分離する技術の開発です。
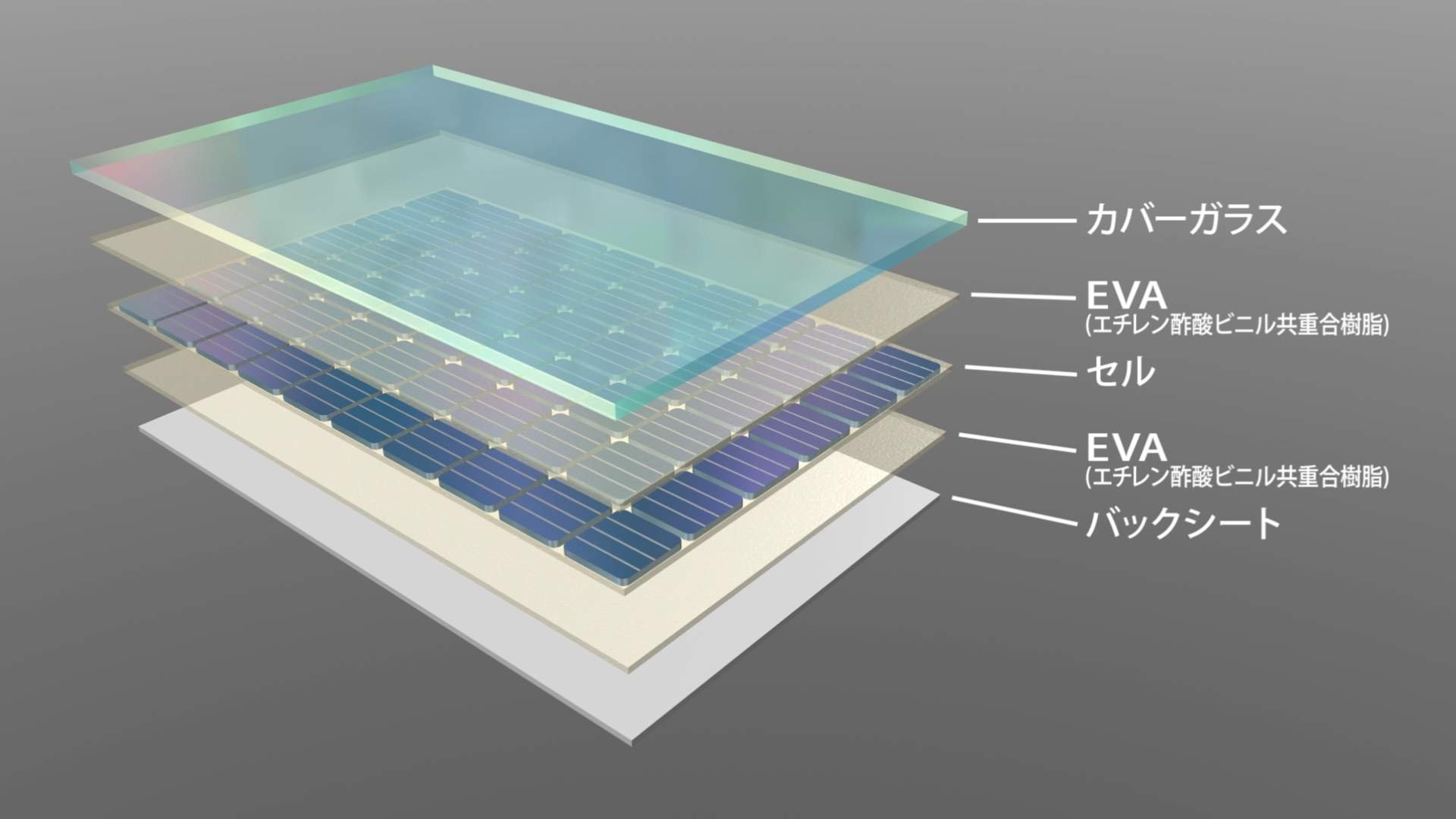
図1 一般的な太陽光パネルの構造
世界で使用されている太陽光パネルの多くを占めるシリコン系パネルは、①カバーガラス②封止材のEVA(※2)③電池部分であるセル④EVA⑤バックシートという保護材の5層構造になっています。このサンドイッチ構造にアルミフレームや電線を束ねたジャンクションボックスが取り付けられています。
※2 EVA(エチレン酢酸ビニル共重合樹脂)…柔軟性、弾力性、強じん性に優れた樹脂。水や紫外線に強いため、太陽光パネルのガラスとセル、バックシートの隙間を埋める封止材(電子部品を外部環境から保護するための材料)に適している。
パネルの重量構成は約60%がガラス、残りはプラスチックやアルミで、セルは3%程度。ガラスやアルミ、セルに含まれる銀や銅などは再資源化が可能であり、適切に分解すれば資源の有効利用につながります。
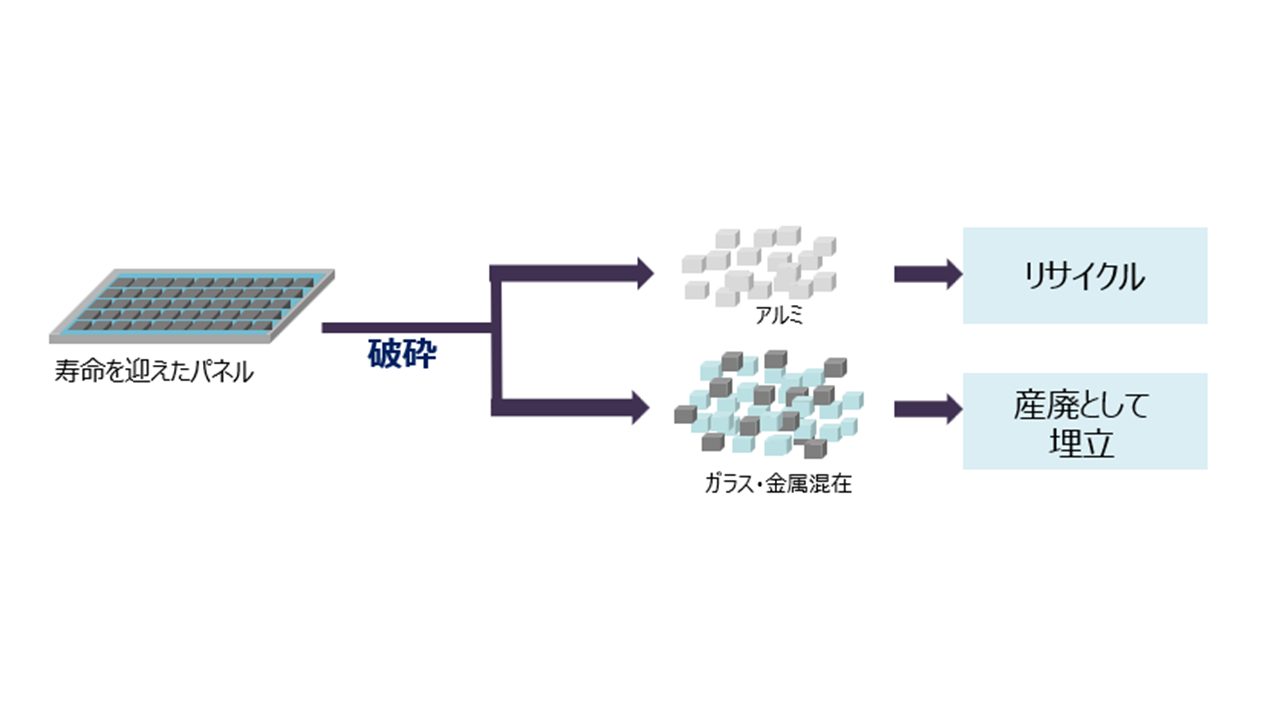
図2 太陽光パネルリサイクルへ向けた課題(資料提供:株式会社エヌ・ピー・シー ※一部NEDO加工)
ところが、屋外で長期間使用されることを前提とした太陽光パネルは非常に頑丈で、5層を真空中で加熱しEVAを溶融・圧着することで一体化されています。ガラスとセル/バックシートはEVAによって強固に密着しているため、分離が困難なのです。そのため、これまではアルミフレームを取り外した後、パネルごと破砕する方法が広く用いられてきました。しかし、破砕するとガラスと金属が混ざり合い、より価値の高い「不純物のないガラス」としてリサイクルすることは難しく、混在した素材は埋め立てに回されてしまいます。
重量の6割を占めるガラスを、品質の高い板ガラスの原料として回収できれば、売却単価を高めることができ、リサイクルコストの低減につながります。そこで求められたのが、ガラスを割らずに分離する技術の開発だったのです。
製造のノウハウから着想 熱したナイフでガラスを分離
EVAによって強固に一体化しているガラスとセルをどのように分離するのか。プロジェクトで開発を統括していた矢内利幸さんが着目したのは、EVAの性質でした。

写真4 常務取締役 事業本部長 矢内利幸さん
矢内さん:うちでは、パネルの部材を真空でプレスして圧着するラミネーター装置を造っているので、EVAが熱をかけると一度柔らかくなり、その後硬化するという性質は分かっていました。そこから「EVAに熱を加えてガラスと分離する」という発想が生まれました。
EVAは、約140℃に加熱すると、「架橋」という反応によって分子構造が強固になり、強度や耐熱性を高めることができます。そしてさらに高温まで熱すると、一度架橋したEVAでも柔らかくすることができるのです。
太陽光パネルの製造工程には、ガラスやセルをEVAで圧着した後、ガラスからはみ出たEVAを切除する「トリミング工程」があり、ここでは加熱した刃をEVAに当てて柔らかくしながら切り落とすという手法が使われていました。
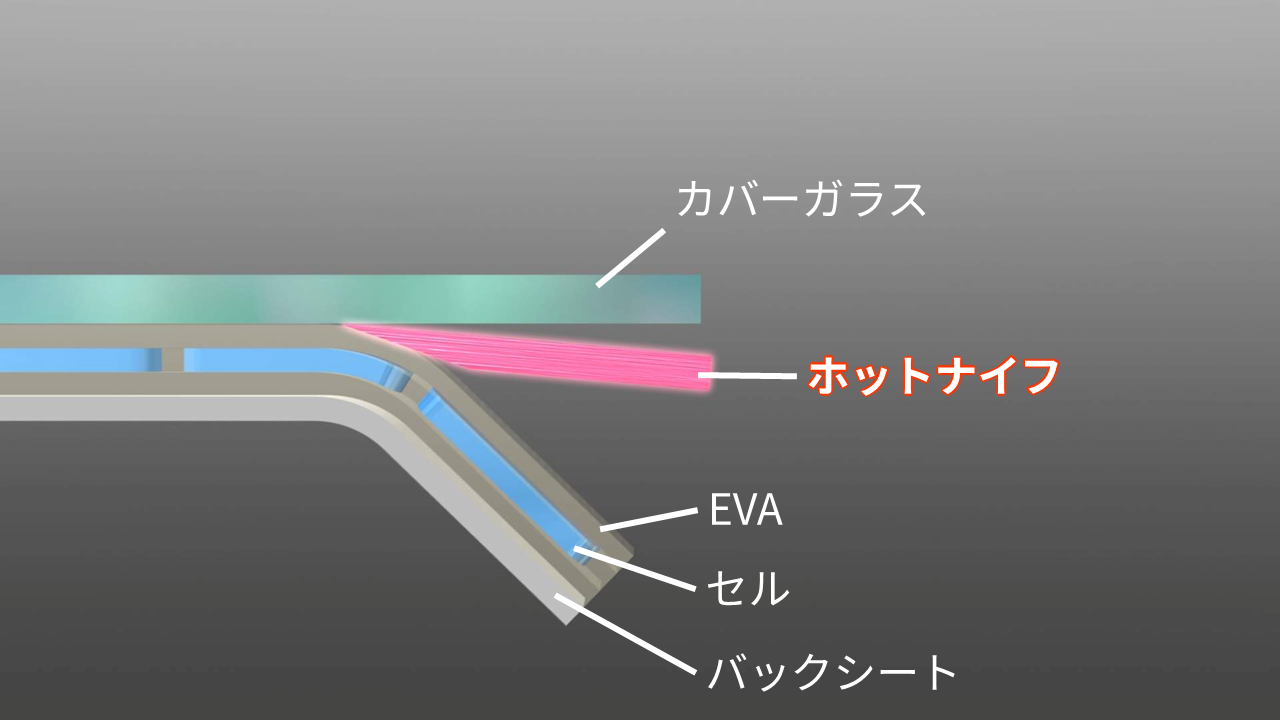
図3 ホットナイフによるガラス分離(イメージ)
こうした製造工程でのノウハウを応用できると考えた矢内さんは、小さなパネルのサンプルを作り、どのように熱を加えれば効率よく、きれいに分離できるのかをテストしました。その中でもっとも効率よく分離することができたのが、業務用ドライヤーで温めたノミのような刃をEVA部分に当て、柔らかくしながらセル部分を削いでいく方法でした。
「熱した刃(ホットナイフ)で削ぐ」という基本コンセプトが固まると、すぐに実際のパネルを処理するための機械の構想・設計へと進みます。
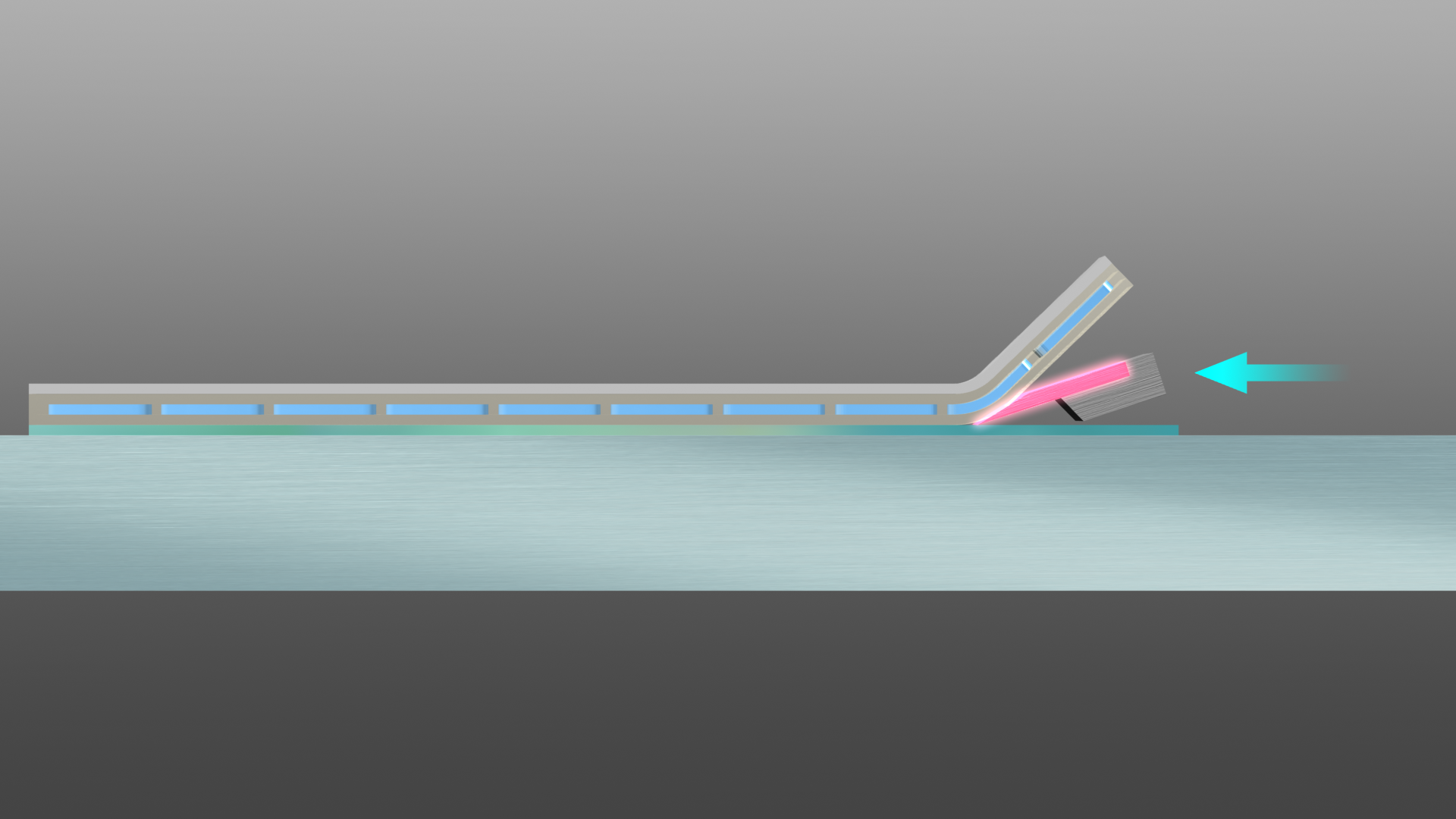
図4 当初構想していたホットナイフ分離装置の仕組み(イメージ)
矢内さんによれば、製造装置と同様の設計にすると、図4のような「パネル自体を固定し、上から刃を当てる」という構造になると言います。しかし使用済みパネルは汚れや傷みなどにより状態がまちまちで、平らな状態で固定することが難しかったのです。また、これでは分離したセル部分がガラスの上に乗ったままになってしまいます。
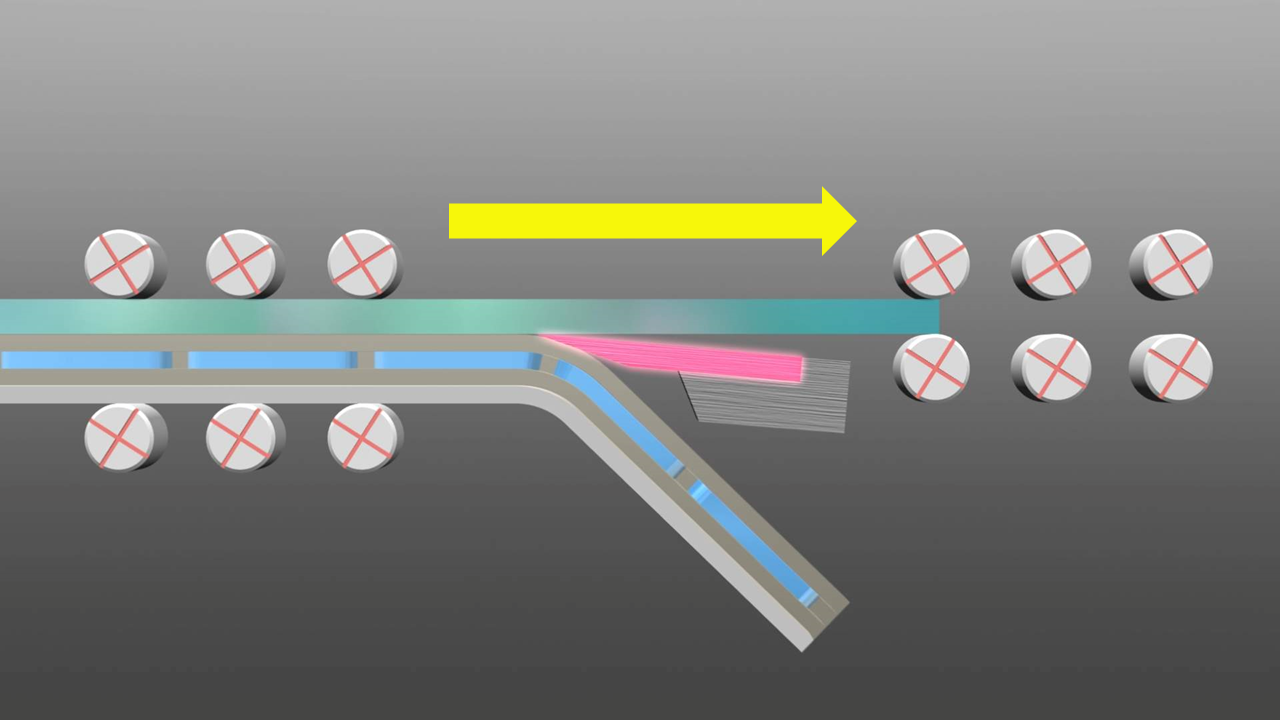
図5 開発したホットナイフ分離装置の仕組み(イメージ)
そこで発想を転換し、刃を固定してその上をパネルが移動する構造を採用。2つのローラーの間にパネルを挿入して一定の速度で押し出し、その下から高温に熱したナイフを当ててセル部分とガラスを分離する仕組みです。分離されたガラスはそのままコンベアに載って運ばれ、セル部分は下に落ちるようになっているため、回収に手間がかかりません。
矢内さん:設計者が描いた図面を、各部署集まってデザインレビューして意見を出し合いながら、装置の仕様を決めていきました。パネルを分解する装置を開発するのは初めてだったので、これまでとは考え方を変えなければいけないポイントが随所にありました。

写真5 プロジェクトで開発したホットナイフ分離装置(資料提供:株式会社エヌ・ピー・シー)
こうして「ホットナイフ分離装置」の原型が完成し、翌2015年にはNEDOの「低コスト分離処理技術実証」に採択。実用化に向けて、さらなる性能向上への挑戦が始まったのです。
プロジェクトの突破口
BREAKTHROUGH
目指すは2400枚 刃の耐久性上げるための模索
ホットナイフ分離装置は形としては完成したものの、当時はまだ100枚程度のパネルを処理しただけで刃こぼれしてしまうなど、実用化にはほど遠い状況でした。プロジェクトが掲げていた目標は、分解処理にかかるコストを5円/W(ワット)以下にすること。さらにエヌ・ピー・シーは自社目標として3円/Wという高いハードルを設定しました。
コストを下げるために重要なのが、刃の耐久性です。目標を達成するためには、刃を1回交換するまでに2400枚のパネルを処理できる耐久性が求められていました。
この装置の改良を任されたのが、当時製造装置の開発を担当していた松本健司さんです。松本さんは刃の最適な材質や形状を探るため、さまざまな材料で試作と評価を繰り返しました。

写真6 装置関連事業部 副事業部長 開発部長 松本健司さん
松本さん:鋼や合金などいろいろな材質を試したのですが、なかなか枚数が伸びなかったので非常に悩ましかったです。100枚が200枚、200枚が300枚になるぐらいだったので、正直2400枚は厳しいと思っていました。装置がガラスを処理するとき、最初はシャーッと小気味のいい音がするんです。でも、枚数を重ねて刃が痛んでくるとだんだん「ガガガガ」と低い音がするようになってきて、そろそろ寿命か…と。
転機となったのは、定期的に開かれるNEDO成果報告会での、「超硬合金を使ってはどうか」という専門家からの助言でした。硬度の高い超硬合金を用いることで処理枚数が飛躍的に向上したのです。
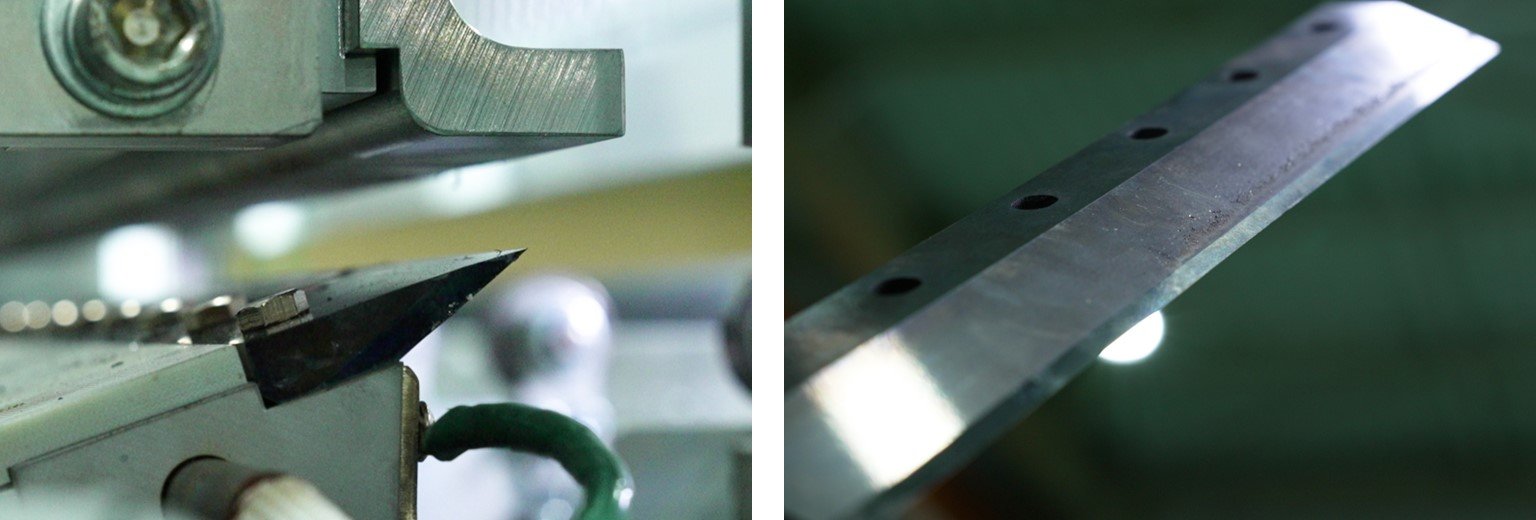
写真7 超硬合金を使った刃
松本さん:報告会で勧めてもらった超硬合金を試したところ、それまで400~500枚だったのが一気に1200枚ぐらいまで伸びたんです。そのときに「これは目標達成できるんじゃないか」と、ちょっと道筋が見えた気がしましたね。
松本さんは超硬合金に狙いを定め、さらに詳細な材質の検討を進めていきました。しかし、金属粒子の大きさやじん性(粘り)、耐摩耗性(摩耗のしにくさ)など、すべての性質で優れた材質はありません。どの性能を優先すべきか材料メーカーや刃物メーカーと議論し、シミュレーションを重ねた結果、摩耗が少なく、チッピング(欠け)も抑えられる、最適な材質にたどり着きました。
また、材質と合わせて刃先の形状も模索。刃先を薄く鋭くすればEVAの剃り残しは減る一方で欠けやすくなり、厚くすると強度は増すものの剃り残しが増えてしまいます。最適なバランスを見つけるために、刃先の角度を細かく変えながらテストを繰り返し、検討を進めました。
そして、実に4年にも及ぶ試行錯誤の末、目標を上回り、刃を1回交換するまでの処理枚数2500枚を達成したのです。
ガラスを割らず いかにEVAを除去するか
リサイクル資源としてガラスの価値を高めるためには、分離後のガラスにEVAがほぼ残らない状態にすることが求められていました。ガラスメーカーが原料として受け入れる際の基準は、「2メートルの高さから落としたとき、割れた破片が名刺サイズ以下になること」。ガラスにEVAが残っていると割れにくくなるため、この基準を満たすにはEVAを限りなく薄く除去する必要がありました。そのため、ガラスに残るEVAの厚さを0.1mm以下に抑えることが目標として設定されました。
しかし、EVAをきれいに取り除こうとして力をかけすぎると、今度はガラスが割れてしまいます。特に難しいのが、最初に刃を入れる、パネルの端の部分です。
矢内さん:パネルの角を狙って刃を入れることは非常に難しく、どうしても端の部分が残ってしまいます。最初はそれでも強引に端から刃を入れていたのですが、バックシートで覆われているパネルの裏面から、かなり強い力で刃を押し当てるので、慎重に刃を入れないとガラスが割れてしまいます。
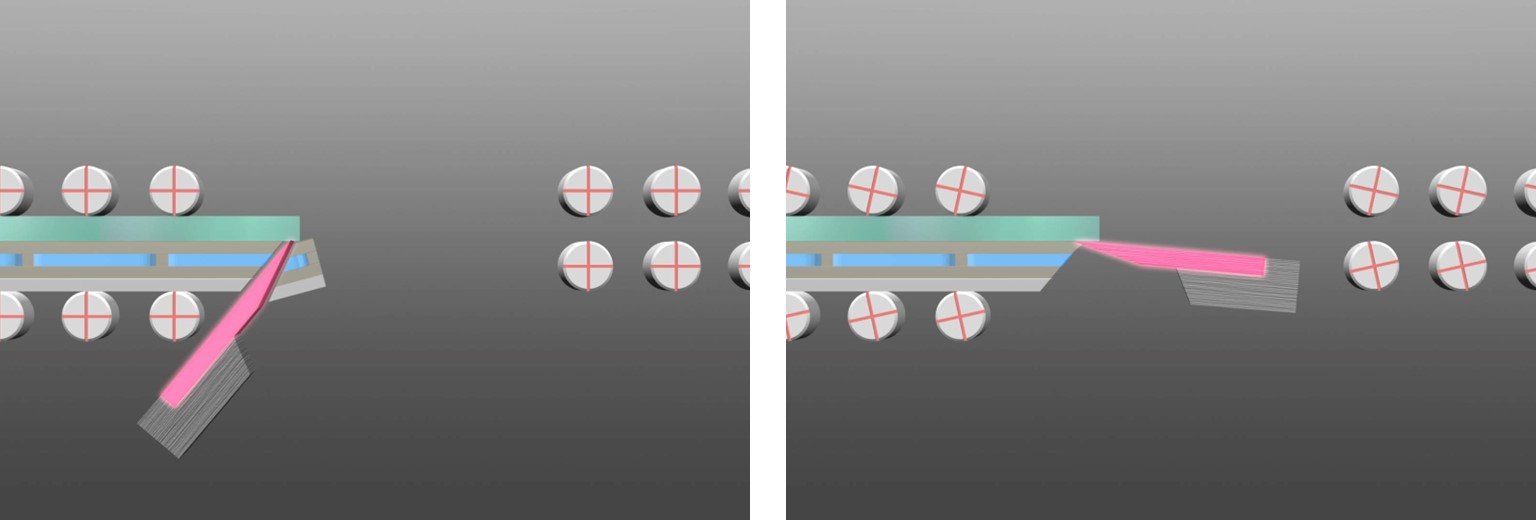
図6 前切り込みの仕組み(イメージ)
この課題を解決するために導入したのが、「前切り込み」という仕組みです。まずパネルの数センチ内側から外側に向かって刃を当て、端の部分のEVA/セルだけを先に分離します。その後、分離した部分に、逆向きに刃を当てて残りを除去することで、ガラスを割ることなく、端まで確実に除去できるようになりました。
前切り込みによって端の部分のセルの除去ができるようになったものの、パネル全体のEVAをより薄く、かつ安定して除去するためには限界がありました。
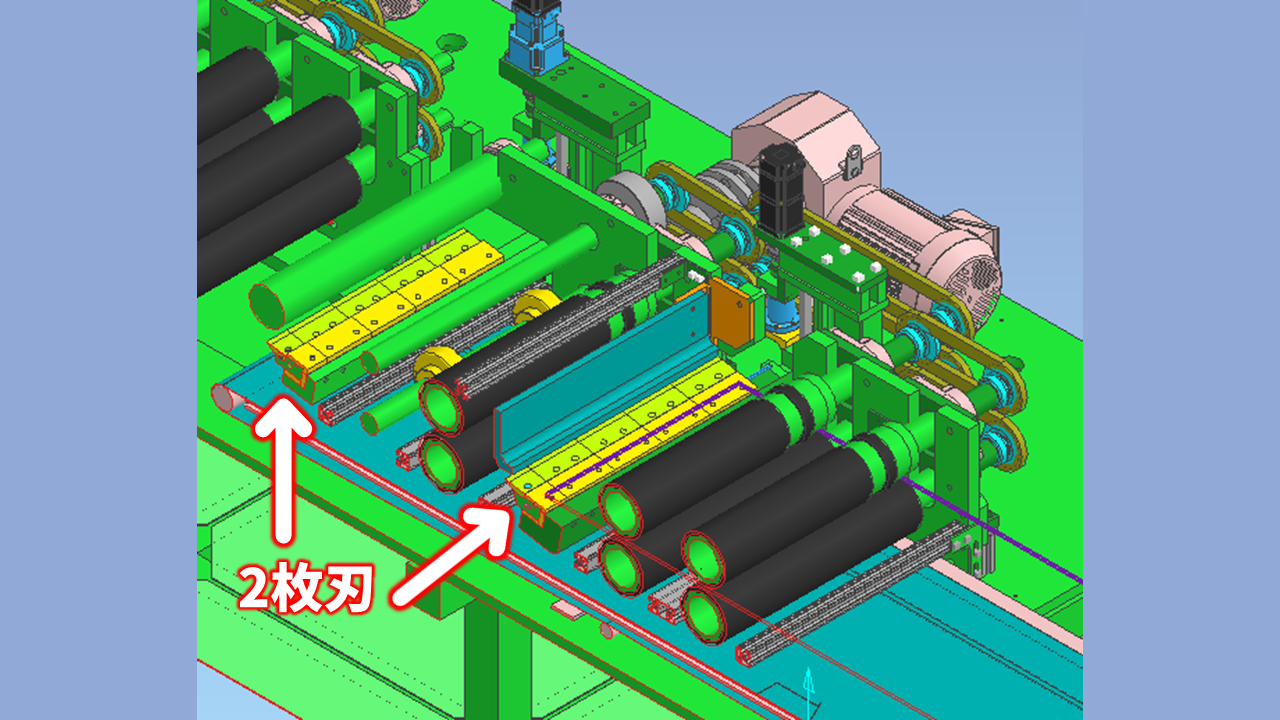
図7 2枚刃イメージ(資料提供:株式会社エヌ・ピー・シー ※一部NEDO加工)
そこで開発されたのが2枚刃機構です。刃を二重にしてEVAを段階的に削り取ることで、ガラスへの負荷を抑えながら、目標としていたEVA残膜厚(残ったEVAの厚さ)0.1mm以下を達成することができました。
どんなパネルにも対応 解体装置ならではの苦労
エヌ・ピー・シーは、実用化に向け、“誰にでも使いやすい装置”の実現を目指していました。しかし、パネルの解体装置の開発には、これまで手がけてきた製造装置とは異なる特有の難しさがありました。

写真8 松本さん
松本さん:製造装置の場合は流す材料が決まっているので、それにあわせて機械を設計すればいいのですが、解体装置の場合はそもそもどんなパネルが来るか分かりません。パネルの厚さや大きさがメーカーによって違いますし、外に設置されているので汚れていたり変形していたりするものもあります。そういった多種多様な状態のパネルにすべて対応できるような機械にするのはとても大変でした。
松本さんが目指したのは、さまざまな状態のパネルに合わせて毎回細かな設定を変える必要の無い、どんなパネルでもボタン一つで処理できる装置です。
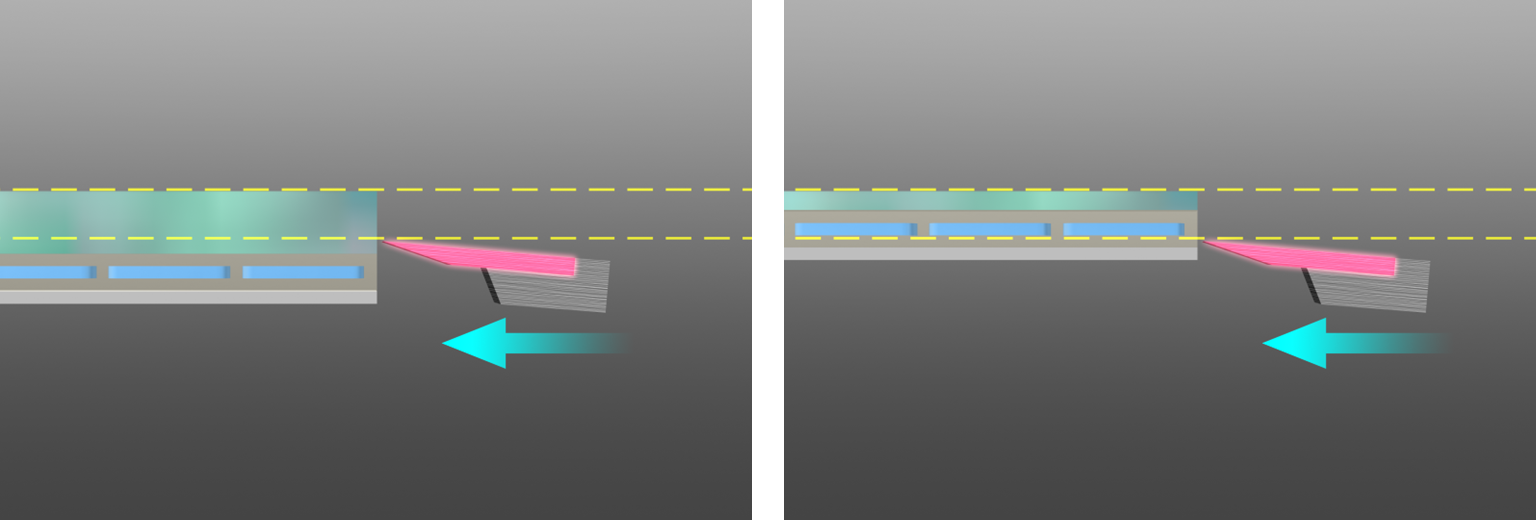
図8 位置制御の仕組み(イメージ)
まず取り組んだのは、厚さの違うパネルへの対応です。当初は、刃を決められた高さに当てる「位置制御」を採用していましたが、パネルが厚い場合はガラスが割れてしまい、逆に薄い場合はEVAが取り切れないという問題がありました。
そこで、ガラスの厚みをセンサーで計測し、その厚みに応じて刃の到達位置を自動で調整する仕組みを導入。しかし、パネルが汚れていると、センサーが正しく反応しないことがあったのです。
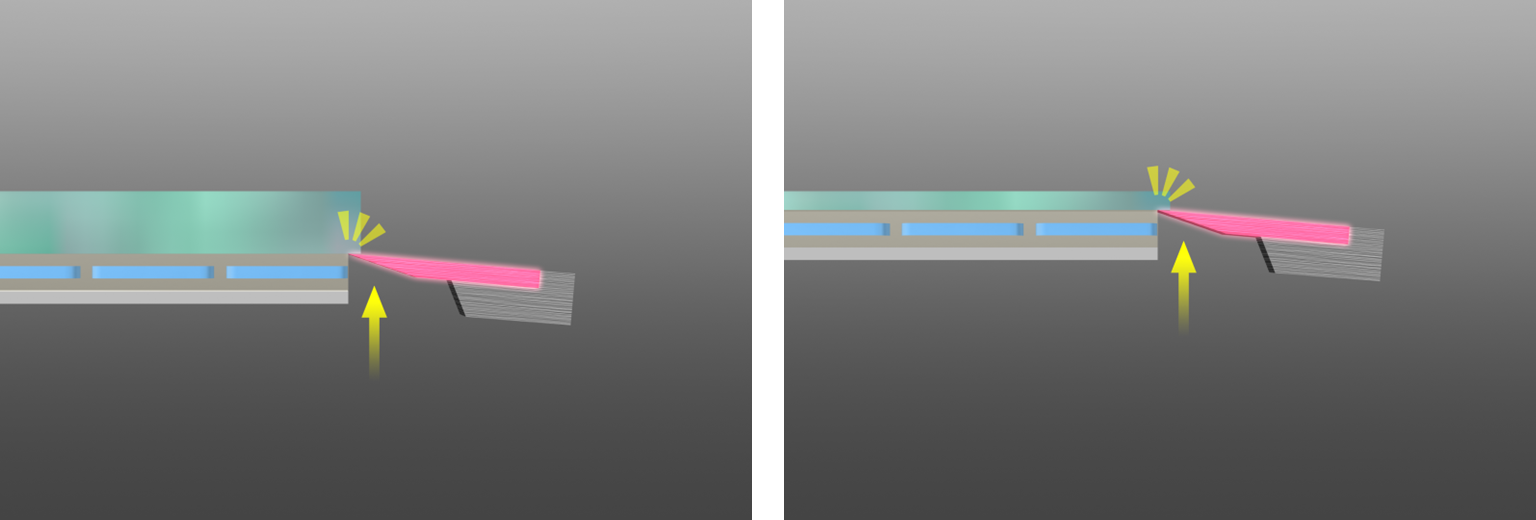
図9 トルク制御の仕組み(イメージ)
松本さんは制御の仕方を見直し、刃の当て方を「トルク制御」に変更しました。刃がガラスに当たった際の抵抗に応じてかける力を調整する仕組みです。こうすることで、パネルの厚みが異なっても安定して処理できるようになりました。
問題はパネルの厚さの違いだけではありませんでした。小さなパネルだとガラスが割れやすく、大きなパネルだと両端にEVAが残りやすいなど、大きさによって仕上がりにばらつきが出てしまったのです。
松本さん:同じ力をかけても、面積が小さい方がかかる圧力が強くなります。さらに、刃のわずかなたわみも仕上がりに差が出る要因のひとつでした。
そこで、刃にトルクをかけた後に少しだけ位置を下げるという調整を加えるとともに、刃を支えるホルダーを補強。
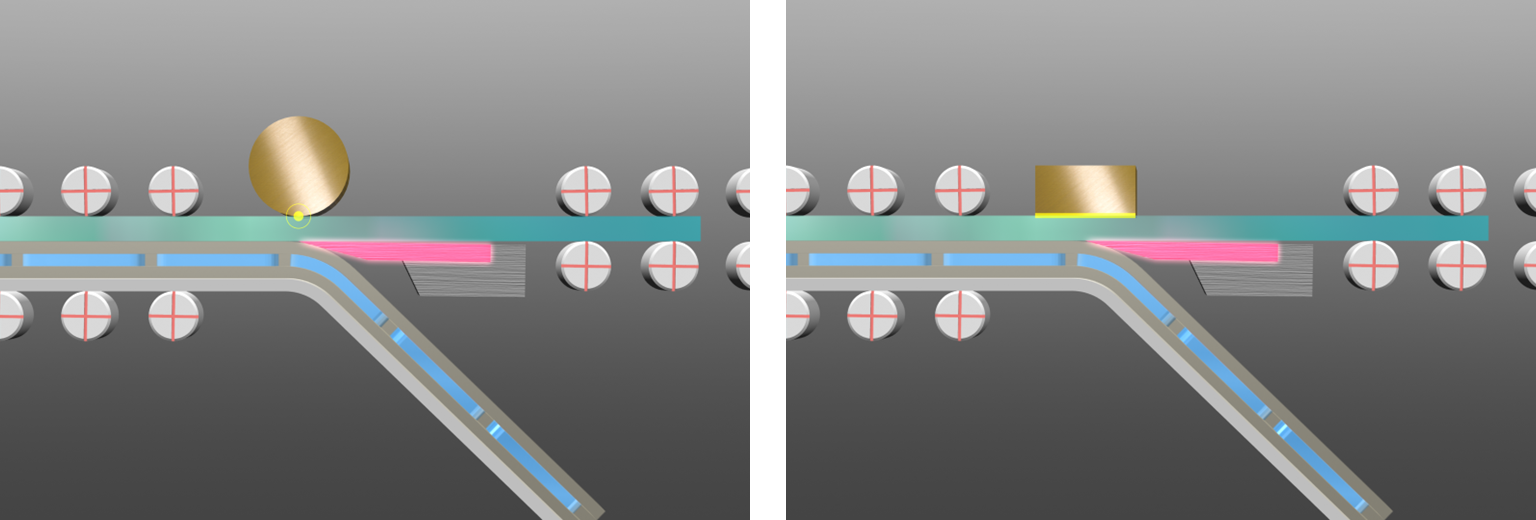
図10 ローラーとブロックでの圧力のかかり方の違い(イメージ)
さらに上部のローラーを平らな形状のものに変更することで、刃の圧力が一点に集中してガラスが割れるのを防ぐことができるようにしました。
松本さん:センサーを増やせば、さまざまな違いに対応できたのかもしれませんが、汚れたパネルを処理する過程で壊れやすい。それでは利用者にとって使いにくいので、なるべく簡単に使えて、後から問題が出ないような装置にすることを目指していました。開発を進める中で想定を超える状態のパネルがどんどん出てきたので、それに対応するかたちで装置の改良を重ねていきました。
実用機導入 国内だけでなく海外にも
刃の耐久性の向上、EVAの除去精度、ガラスの割れ対策―こうした地道な改良を積み重ね、2018年にはついにNEDOプロジェクトの目標である分解処理コスト5円/Wを大幅に超える、2.23円/Wを実現しました。
そして、解体装置ならではの課題をひとつひとつ乗り越え、どんなパネルでもボタン一つで処理できる装置が誕生したのです。

写真9 アルミフレーム除去装置
エヌ・ピー・シーは、ホットナイフ分離装置の開発と並行して、電線を束ねたジャンクションボックスや、パネルの周囲を補強するために取り付けられているアルミフレームを、自動で除去することができる装置も開発。

写真10 ホットナイフ分離装置実用初号機(資料提供:株式会社エヌ・ピー・シー ※一部NEDO加工)
そして、2017年には最初の実用機が完成しました。本機では、パネルを破砕することなく、ガラスを割らずに分離することで資源価値のある部材をそのままの形で回収できるため、廃棄物はほぼゼロに抑えることができます。
エヌ・ピー・シーは、2019年から自社でも使用済みパネルの受け入れを開始。ホットナイフ分離装置を使って分離したガラスやセル内部の金属、アルミフレームなどのリサイクル率は95%以上に達しており、回収した部材のほとんどを再資源化することができています。

写真11 フランスで導入されているホットナイフ分離装置(資料提供:株式会社エヌ・ピー・シー)
2025年6月までに国内で12台が導入されたほか、フランスやチェコなど海外でも導入が進み、パネルリサイクル先進国のフランスでは、分離したガラスがすでに板ガラスの原料として活用されています。
開発のいま、そして未来
FOR THE FUTURE
プロジェクト終了後も変化する状況 さらなる技術の進化
NEDOプロジェクトでは、ホットナイフでガラスとEVAを分離した後、さらに残ったEVAを除去するための追加装置の開発も検討されていました。しかし二枚刃の導入によって、目標としていたEVA残膜厚をクリアできたため、この装置の開発は一旦見送られることになりました。
ところが、プロジェクト終了後に状況は大きく変化します。太陽光パネルの大量廃棄問題への注目度が高まり、リサイクル義務化に向けた法整備の議論が進むなど、業界全体の風向きが変わり始めたのです。「板ガラスメーカーも本格的にリサイクル原料の活用に乗り出し、より純度の高いガラス原料が求められるようになった」と伊藤さんは言います。

写真12 EVA除去装置
こうしたニーズに対応するため、再びEVA除去技術の強化に着手。2024年、分離後のガラス表面に残るEVAを特殊なブラシでかき取る、新たなEVA除去装置を開発しました。
伊藤さん:ホットナイフ分離装置とEVA除去装置を使って分離処理したガラスを板ガラスにリサイクルすることができるという評価を、大手板ガラスメーカーからいただきました。こうした板ガラスメーカーの動きはパネルリサイクルの業界では非常にインパクトがあって、我々に対する注目度も上がってきていると感じます。
また、リサイクルを取り巻く法整備の面でも注目され始めています。
2025年11月に施行された、「資源循環の促進のための再資源化事業等の高度化に関する法律」では、再生材の質や回収効率を高める取り組みを行う事業者を、国が「認定」という形で後押しする制度が設けられています。ホットナイフ分離装置は、環境省が公表する資料において、想定される認定技術のひとつとして取り上げられました。伊藤さんによれば、実際にホットナイフ分離装置を使った再資源化事業で認定取得を目指して申請しようという動きも始まっているそうです。
【参照】環境省 「再資源化事業等の高度化に係る 認定制度における指標について」
エヌ・ピー・シーは今後、災害などで割れてしまったパネルや、両側から光を取り込んで発電できる両面パネルの分離装置の開発にも取り組もうとしています。
伊藤さん:ホットナイフ分離装置とEVA除去装置を使って、ガラスを水平リサイクル(※3)できるというところまでは来ましたので、今後さらに装置の精度を上げていって、太陽光パネルリサイクルのデファクトスタンダードを目指したい。こちらはかなり近いところまできています。あわせて、割れパネルや、両面がガラスのパネルにも対応できるような技術を新たに開発して、どんなパネルでも網羅できるような装置ラインナップにしていきたいと思っています。
※3 水平リサイクル…使用済みの製品を原料として、再び同じ製品をつくること
開発者の横顔
FACE
うちは誰もやったことないことをやるのが好きな会社なんです

株式会社エヌ・ピー・シー 代表取締役社長 伊藤雅文さん
エヌ・ピー・シーの創業メンバーの一人であり、現在は代表取締役社長を務める伊藤さん。設立当初は装置の設計や開発、営業に至るまで、あらゆる業務を担ってきました。同社を代表する技術であるラミネーション装置を生み出したのも、伊藤さん自身です。
エヌ・ピー・シーが太陽光パネル市場に参入した当時、日本ではまだパネルの量産体制が整っておらず、同社のラミネーター装置も研究用として販売されていました。そうした状況の中、従業員20名規模の小さな会社ながら、伊藤さんはアメリカ市場へと乗り込みます。ラミネーション技術の特許を申請し、それを武器に自ら販路を切り開いていきました。その原動力について、伊藤さんはこう語ります。
伊藤さん:アメリカに行ったら勝てるんじゃないか、という直感があったのを覚えています。最初から「これだけ利益が出る」とか「将来これだけの市場規模になる」といったことを分析して、そのとおりにできたらいいですが、見極めるのって難しいじゃないですか。だからこそ、「これはおもしろそう」「うちならいける」と感じたチャンスを逃さないということは大切にしてきたと思います。漠然としているかもしれませんが(笑)。うちはやったことないことをやるのが好きな会社なんです。
今回、これまで経験のなかった解体装置の開発を成し遂げることができた背景には、ある重要な経験があったと伊藤さんは振り返ります。それが、自社での太陽光パネル生産の経験です。エヌ・ピー・シーでは、2012年から2014年ごろにかけて、自社の製造装置を使ってパネルをOEM生産していました。
伊藤さん:それまでは、製造装置を造って売ったら終わりという意識がどこかにありました。でも、パネル生産で装置を使う側に立つことで、はじめて自分たちの装置の弱点が見えてきたんです。実際に使う立場に立って装置開発する大切さに気づけたことは、ホットナイフ分離装置の開発成功にもつながっていったと思っています。2019年から自社で使用済み太陽光パネルの中間処理事業を始めたのも同じ理由です。
絶対に途中で投げ出さない

株式会社エヌ・ピー・シー 常務取締役 事業本部長 矢内利幸さん
「ラミネーター装置以外の製造装置はすべて設計した」という、常務取締役の矢内さん。今でも松山工場の責任者として、装置の製造・開発にはすべて携わっていると言います。そんな矢内さんのモットーは、「絶対に途中で投げ出さない」こと。
矢内さん:うまくいかない、それでもお客さんに納得してもらうまで、自社の装置を使って生産できるところまで、なんとしてでも作り上げていくということをこれまでずっとやってきました。だからこそ、お客さんからの信頼なら負けないと思っています。
そして今回のリサイクル装置の開発については、長く太陽光パネル業界に身を置いてきたからこそ抱いた思いがありました。
矢内さん:環境のために普及した太陽光発電が、パネルを廃棄して埋め立ててしまっているようでは逆に環境負荷につながってしまっていますよね。最近は、太陽光発電に対する世間からの負のイメージもある。製造に携わってきた身としては、リサイクル装置の開発を通して太陽光発電のイメージアップにもつなげたいと思っています。
まずはやってみる 手を動かすことを大切に

株式会社エヌ・ピー・シー 装置関連事業部 副事業部長 開発部長 松本健司さん
もともと、ものづくりが好きでエヌ・ピー・シーに入社し、装置の開発・製造一筋でやってきた松本さん。海外にも多くの顧客を持つため、これまで製品を納めるために世界を飛び回っていた時期もあったと言います。ものづくりに向き合う姿勢について尋ねると…
松本さん:なるべく数を打つ、いろいろ試してみるということは大切にしています。どうすればうまくいくかはテストしないと分からないこともたくさんあるので、頭で考えすぎずに、手を動かす、まずはやってみる。
こうした“まずはやってみる”という姿勢は、今回のNEDOプロジェクトでも大きな力になりました。松本さんが特に良かったと感じているのは、NEDOプロジェクトの資金的な援助によって試せる幅が広がったことでした。
松本さん:やはり補助金はありがたかったですね。やってみないとわからないことだらけだったので、どうしても自己資金だけだとちょっと悩むところも、補助金があると「あれもテストしてみよう」「これも試してみよう』と、挑戦の幅が広がりました。
 なるほど基礎知識
なるほど基礎知識
太陽光パネルを分解する技術のアプローチ
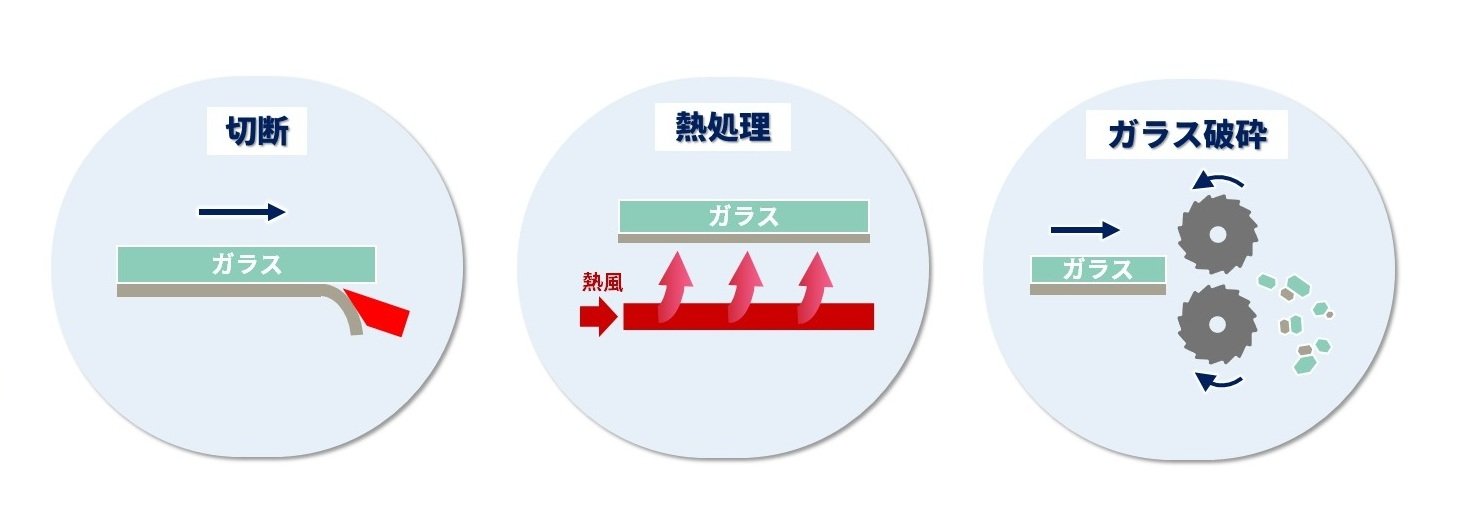
経済産業省の検討会資料によれば、使用済み太陽光パネルをアルミ、ガラス、金属などその他の部材に分離・回収する方法は、大きく「切断」「熱処理」「ガラス破砕」の3つに分類されます。それぞれの方法には専用の装置や技術があり、処理能力や回収される資源の品質に違いがあります。
太陽光パネル分解技術の分類
●切断
今回エヌ・ピー・シーが開発したホットナイフ分離装置による処理がこれにあたります。加熱した刃物を用いてパネル内部のEVAを溶断することで、ガラスを割ることなく分離する技術で、ガラスは板状のまま回収することができます。処理能力は1台あたり約10トン/日です。
●熱処理
産業用の高温炉でEVAを熱分解する方法です。都市ガスや再生可能エネルギー由来の電力などを燃料に使うことで環境負荷を抑えつつ、ガラスは高純度で板状のまま回収されます。処理能力は約16トン/日です。
●ガラス破砕
圧縮した空気で粒状の素材を衝突させて砕く方法、ローラーで削る方法、ハンマーで打撃する方法など複数の技術があります。いずれもガラスは粒状で回収されますが、樹脂の付着や破砕片の混入があるため、選別工程が必要になります。処理能力は技術によって異なり、約2〜10トン/日と幅があります。
【出典】経済産業省 環境省「太陽光発電設備のリサイクル制度のあり方について 参考資料」
 NEDOの役割
NEDOの役割
「太陽光発電リサイクル技術開発プロジェクト」
2014年度~2018年度
再生可能エネルギー部(当時 新エネルギー部)
太陽光発電の大幅な普及に伴い使用済みの太陽光発電システムが今後大量発生することが予想されることから、適正に処分可能な手段を確保することが重要になっています。
NEDOでは「電気事業者による再生可能エネルギー電気の調達に関する特別措置法」に基づき、本プロジェクトにおいて廃棄物の大量発生の回避を低コストに実現する技術として、ホットナイフ法他、分解処理が困難な太陽電池モジュールの低コスト分解処理技術を確立する研究開発を支援、実用化に向けた後押しをしました。
これからもNEDOは太陽光発電設備のリサイクル社会の構築に向け、より効率的なリサイクル技術の研究開発に取り組む事業者の皆様を支援してまいります。
関連プロジェクト
(2014年度~2018年度)