




概要
INTRODUCTION
処理後のアスベスト含有保温材の体積を約1/20に減容化
アスベスト(石綿)は、建材や発電所・化学プラントなどの配管シール材から、自動車部品、自転車用ブレーキ、電気製品、住宅用建材など、様々な用途で長年にわたって使用されてきましたが、健康リスクが明らかになったことで、1970年代後半より、段階的にその使用が禁止されてきました。しかし、アスベストを含む建材や工業製品は、現在も1億トン以上残留しており、今後どのようにアスベストを安全に処理するべきか、大きな社会的課題となっています。そこで、北陸電力では、NEDOプロジェクトとして、未だ自社の発電所内にも残る大量のアスベスト含有保温材を無害化して処理するシステムの開発に取り組み、2010年10月に環境大臣認定を取得し、実用化しました。
本処理システムの特長は、単なる無害化システムではなく、"小型・オンサイト式"という機能を付加することで、様々な現場でのアスベスト処理が可能であることです。これにより、現在、北陸電力で稼動している3箇所の火力発電所にて無害化処理が出来るばかりでなく、様々な大規模工場でのアスベスト処理へ、広く応用できる可能性を見出しました。
開発への道
BEGINNING
軽くても体積が大きいアスベスト含有保温材処理の難しさ
火力・原子力発電所では、蒸気配管やボイラー周辺設備に強度・断熱性能ともに優れているアスベスト含有保温材が使用されていましたが、定期検査のタイミングに合わせて、アスベストを含まない新しい保温材へと切り替えられてきました。
北陸電力の場合、火力発電所3施設で実体積にして5,000m³ものアスベスト含有保温材が依然として残留していると推定され、また、過去に1発電プラントの解体で約1,500m³のアスベストを含む廃棄物が出た実績もあります。
解体・除去したアスベスト含有保温材は、石綿繊維が飛散しないように専用のビニール袋で二重に梱包します。軽くても体積のかさばる保温材を袋に詰めると、さらに隙間ができて、かなりの体積となってしまいますが、これまでは、ほとんどを処分場まで運び埋め立て処理を行ってきました。
しかし、近い将来、最終処分場が逼迫することは明らかで、そうなれば処理費の高騰や、アスベスト廃棄物の不適正処理なども懸念されます。また埋め立て処理にしても、遠い将来、掘り返されたときのリスクがあることから、無害化技術を確立することが、アスベスト対策においては喫緊の課題となっています。

処理システムに投入された配管用保温材。配管を保温するため中空構造となっており、袋詰め時にかさばる要因となっている。
飛散させずに無害化させるために
こうした課題克服に向け、アスベストを無害化するための研究開発が進んでいるものの、不特定のアスベスト廃棄物が地元に搬入・処理されることを危惧する周辺住民の不安により、無害化処理施設の新設(建設)が難航しているのが現状です。
そこで、運搬にともなう飛散リスクと処理場建設の問題を同時に解消する方法として、北陸電力では、"その場で"アスベストを無害化するシステムを開発しました。2006年NEDOプロジェクト「緊急アスベスト削減実用化基盤技術開発」、2007年~2009年「アスベスト含有廃棄物の無害化・再資源化技術の開発」の両プロジェクトで、再委託先である富士電機サーモシステムズ株式会社および東北大学(2006年プロジェクトのみ)とともに「オンサイト式アスベスト無害化・資源化装置の開発」を実現しました。

オンサイト式アスベスト溶融・無害化処理システムを搭載したトレーラー。このトレーラー内で無害化処理が可能
1,500℃以上の高温から1,050℃以上での溶融・無害化処理が可能に
6種類のアスベストのうちクリソタイル※1の融点は約1,500℃。それ以上の高温であれば健康被害の原因である極めて細いアスベスト繊維を溶かして無害化することができますが、1,500℃もの高温処理にかかるコストやエネルギー、それに伴うCO2排出などの問題があり、ほとんどは埋め立て処理しているのが現状です。
「1,500℃よりも低温で溶融できれば……」北陸電力でアスベスト溶融・無害化処理システム開発を統括する、技術開発研究所副所長の別森敬一さんは、火力発電所で培った石炭灰溶融技術が、アスベスト処理にも役立つのではないかと考えました。別森さんは、「以前勤務していた火力発電所で、発生した石炭灰をセメント原料として再利用するため、石炭灰の成分をX線で迅速に分析する技術を研究していました。このときの石炭灰溶融技術がアスベストにも応用できるのではないかと考えたのです」と語ります。
石炭灰の融点も約1,400℃以上とアスベスト同様に高温ですが、石炭灰にアルカリ融剤を添加し、共融現象により溶融・ガラス化を可能にしました。この方法に着想を得て、アスベストの融点を降下させることのできる複数の融剤を試した結果、ある融剤を併用することで1,050℃での溶融処理が可能になったのです。
1,500℃での溶融と比較して約25%の省エネ化を実現するとともに、低温化を図ることで溶融炉の素材やシステム設計上の選択肢も広がり、炉の耐久性、ランニングコストの面でのメリットも格段に向上しました。
※1 アスベストには、大別して蛇紋石(クリソタイル)が繊維状に変化した物と、角閃石(クロシドライト、アモサイト等)が繊維状に変化した物があります。
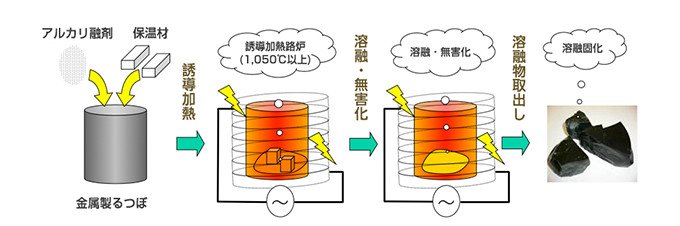
図1 溶融して無害化するまでの処理の流れ
飛散対策に配慮した安全な処理システム
解体したアスベスト含有保温材は、飛散しないように密閉性の高いプラスチック容器に詰められており、容器を投入装置にセットすることで、安全に処理システム内に自動投入されます。そして、溶融しやすくするために粗く破砕された後、搬送乾燥機で運びながら余分な水分を蒸発乾燥させ、アルカリ融剤とともにアスベスト含有保温材を「誘導加熱溶融炉」(図2参照)へ投入します。
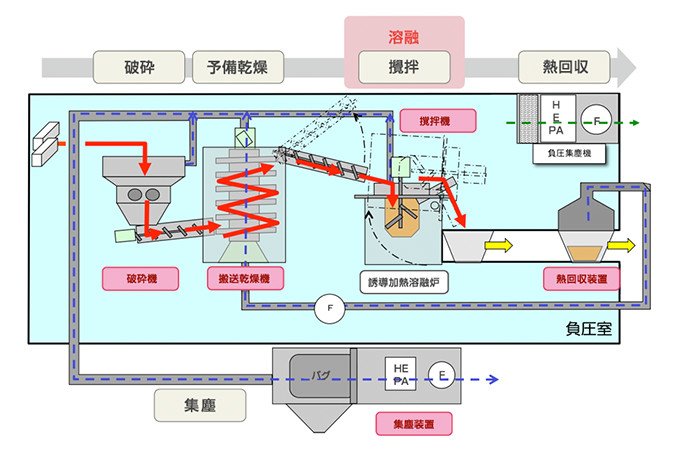
図2 アスベスト溶融・無害化処理システムの概要。これだけの装置を移動可能なトレーラーに収めるために様々な工夫が凝らされた
溶融炉で1,050℃以上に加熱し、無害化された保温材の溶融物は、熱回収装置で冷やされてからシステム外に出されます。また、溶融物を冷やす過程で高温となった熱風は搬送乾燥機に送られ、水分の蒸発乾燥に再利用されてエネルギーを有効利用する仕組みになっています。
さらに、投入から溶融までの各装置をバグフィルターとHEPAフィルター※2で集塵するとともに、各装置を負圧換気状態にある室内に配置するなど、万が一にもアスベストが外に飛散しないよう細心の注意が払われています。
※2 HEPAフィルターは、半導体工場などのクリーンルームや原子力施設の換気装置用に、非常に微細なホコリや放射性微粒子を取り除くことができるように開発された高性能フィルターです。最近では、高性能な空気清浄機やエアコン、掃除機などの一部家電製品などでも使用されています。

処理前の保温材は密閉性の高い容器(左)に入れられて、トレーラーの中で容器を投入装置にセットすることで安全に処理システム内へ投入されていく
オンサイト処理の実現に向けて
トレーラーに溶融・無害化処理システムを搭載して、解体現場へ移動し、その場で処理を行うことができれば、アスベスト廃棄物の運搬、処理施設建設など、アスベスト処理に伴う難題を大幅に軽減できる可能性があります。
そのためには、安全な処理システムの構築とともに、トレーラーという限られたスペースにこれだけのシステムを組み込むための小型化、道路運送車両法上の車体寸法や重量の制限、そして車両が転倒しない重量バランスなどの課題を克服する必要がありました。しかし、そのための工夫が、「結果として作業性向上や省エネルギーなどの処理システムの機能向上に繋がりました」と別森さんは言います。
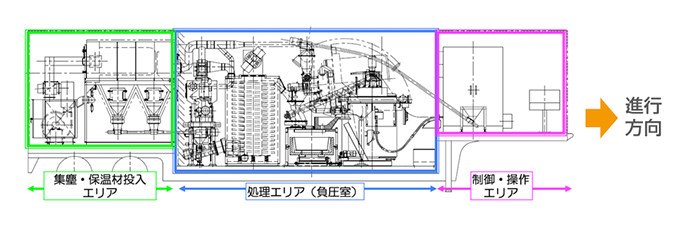
図3 トレーラー内部の透視図。
図2のシステムが収められているのが青枠で囲まれた処理エリア。低床の室内にぎっしりと装置が詰め込まれている
処理後の体積は未処理の場合の約1/20程度
アスベスト含有保温材は、溶融して冷え固まった後、真っ黒なガラス状の塊に変わります。無害化に加え、溶融処理後の体積は処理前の約1/20に減容化しており、通常の「産業廃棄物」(処理前は「特別管理産業廃棄物」)として処分できるようになります。
ガラス状になった溶融物を砕いて道路路盤材などに再利用することなども検討しましたが、規制面でのハードルが高く、今のところ再利用は行われていません。しかし、今後、無害化システムの発展・普及に伴って、規制緩和などが進めば、やっかいものでしかなかったアスベストを再資源化する道も開けることになります。

保温材が完全に溶融した後冷え固まった状態で装置から排出されたガラス状の溶融物(左)、砕けたガラス溶融物。光沢を帯びている(右)
プロジェクトの突破口
BREAKTHROUGH
北陸電力では、2006年度の「緊急アスベスト削減実用化基盤技術開発」で、無害化技術のコアとなる「誘導加熱溶融炉」の開発に着手。ここでの成果を受けて、2007年~2009度の「アスベスト含有建材等安全回収処理技術開発」では、第2段階の処理システム、第3段階のオンサイト式処理システムの開発・実証試験へと研究開発を進めました。
一番のカギとなった「誘導加熱溶融炉」
「誘導加熱溶融炉」とは、電磁誘導作用を利用した炉で、金属製るつぼの周囲に巻かれたコイルに交流電流を流して間接的に加熱させます。同じ原理を利用している身近な製品には、IH方式のクッキングヒーターや炊飯ジャーなどがあります。
プラント据え置き型の処理施設を開発するのであれば、大型のバーナー炉で一気に1,500℃以上の熱をつくり出し、アスベストを溶かしてしまう方法も考えられます。しかし、燃料を使用するバーナー炉は、ガス処理など付属設備を合わせると大型なものとなり、トレーラー搭載は困難です。
オンサイト式であるからには、溶融炉が小型であることが絶対条件のため、小型化しやすい誘導加熱溶融炉を採用して開発が進められました。「それに加えて、電力会社としてできれば電気炉を使いたいということも理由の一つでした」と別森さんは話します。
まずは3kW・お猪口程度の大きさの白金のるつぼを使い、最適溶融条件の見極めを行うところから炉の開発は始まりました。次に、東北大学の協力を得て20kWにスケールアップして溶融加熱方式を検討。そして、産業用誘導加熱炉のパイオニアで研究再委託先の富士電機サーモシステムズ株式会社とともに60kW炉で実用に必要なデータ採集を行い、最終的には実機レベルである150kWの誘導加熱溶融炉(ドラム缶ほどの大きさ)を完成させました。
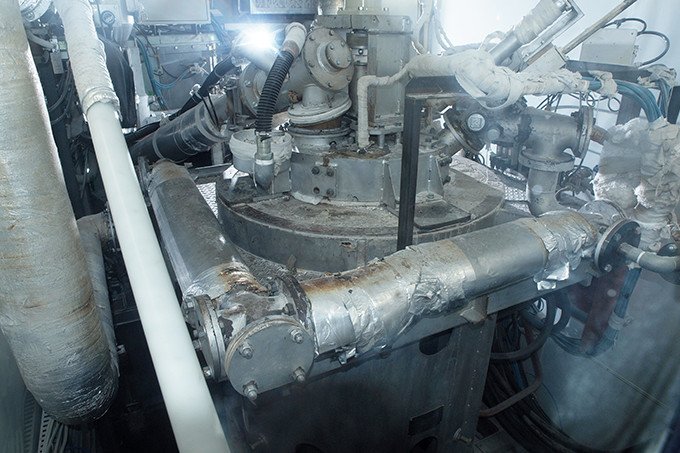
実際に使用されている150kwの誘導加熱溶融炉。トレーラーに収まるよう高さは1.5m程度とかなり小型になっている
3kWから20kWへ、そして60kWを経て150kWへとスケールアップを繰り返すたびに、炉の素材、コイルの巻き方、シンプルでコンパクトな設計など、実用炉に必要な技術も一つずつレベルアップしていきました。
最初の実験室レベルでは白金製のるつぼでしたが、大型化するに当たり、白金製ではコスト的に大変高価になるため、高温で使い続けても耐用時間が長く、熱伝導効率も良く、さらにコスト面でも折り合う金属素材を、試行錯誤しながら開発しました。コイルの巻き方ひとつでも、均一に巻けばよいわけではなく、密に巻く部分と緩く巻く部分とでバラつきをもたせたほうが、むしろ炉内のエネルギーが均等になることなども、スケールアップの際の試行錯誤で分かりました。
こうした研究開発は、「富士電機サーモシステムズにとっても大きなチャレンジになった」と同社技術部長の加納利行さんは言います。「私たちがこれまで製造してきたのは、金属を溶かすための、セラミック製耐火材を容器とした炉です。ところが今回はその逆で、金属製の容器でセラミックス(アスベスト)を溶かします。しかもトレーラーに載せるため、一般のプラントで使用する炉よりもはるかに小さくする必要がありました。様々な制約がある中で、不安はなかったと言ったら嘘になりますが、だからこそ価値がある開発だと思いました」
想定外だった水分対策
誘導加熱溶融炉の開発において目標を達成したことで第1段階をクリアし、その後の第2、第3段階へとステップアップしていったものの、実際に使用されている保温材を試験に使ってみると思わぬ壁に突き当たりました。北陸電力の廃止火力発電プラントで発生した実際のアスベスト含有保温材が予想以上に大量の"水分"を含んでいることがわかったのです。
解体作業時には、アスベストが飛散しないように、作業前に湿潤化させることから、別森さんらも、ある程度の水分については予想していました。しかし、長年にわたって使用されてきた保温材には、その予想を大きく上回る水分を含んでいるものもあり、それまで考えていた乾燥システムでは十分に乾燥させることができず、そのままでは、保温材を誘導加熱溶融炉に入れた際に大量の水蒸気を噴出する危険性が考えられました。
そこで、当初はスパイラルフィーダと呼ばれる食品工場でも使われるらせん型の搬送機に熱回収装置の高温の熱風を吹き込むことだけにしていましたが、さらに搬送経路上部に複数の遠赤外線シーズヒータを追加することで、乾燥能力向上と省スペース化を両立しました。
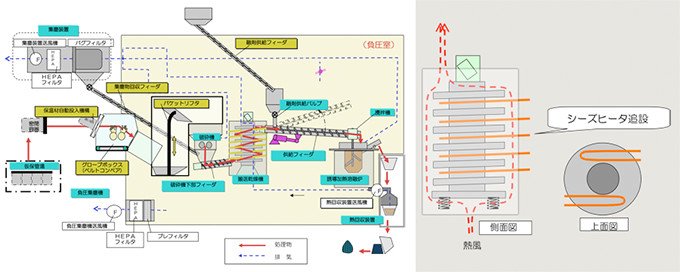
図4 オンサイト式アスベスト溶融・無害化処理システムフロー図(左)。ほぼ中央に設置されているのが、らせん状になった搬送乾燥機図5 搬送乾燥機に設置されたヒータ(右)
開発のいま、そして未来
FOR THE FUTURE
開発中に認定基準がさらに厳しく
こうした一つひとつの技術、システム開発の困難を乗り越えるだけでは、今回のプロジェクトの目標達成とはなりませんでした。最終目標は無害化処理システムが環境大臣の認定を受けることです。その結果、初めて火力発電施設等で実際に稼働・処理することが可能になるのです。
NEDOプロジェクトに提案された当初、アスベスト廃棄物は「3種類のアスベスト含有率が1%以上」と定義されていました。ところが、翌年には「6種類、0.1%以上」と種類が増え、濃度も1/10までと定義が厳しくなりました。また、認定の処理技術評価時には、アスベストが検出されないことが求められました。プロジェクトが進むにつれて、目標とするハードルがどんどん高くなってしまったのです。
それでも、あくまでも1,050℃以上で無害化できるオンサイトシステム開発というコンセプトを踏襲し、認定基準である「アスベスト不検出」実現を目指しました。認定申請前に行った実証試験では、無害化処理後の溶融物のアスベスト分析において、従来のJIS法(JIS A 1481)はもとより、TEM(透過型電子顕微鏡)法による分析において、アスベスト不検出という結果を得ることができました。
北陸電力ではNEDOプロジェクトを通じた開発成果をもとに、2010年2月に中部地方環境事務所へ環境大臣認定申請書を提出。その後、環境省技術等審査委員会での5回の審査等を経て、同年10月に環境大臣認定を取得しました。認定は3例目で、オンサイト式は国内初。他の2例と比べて、最も低い溶融温度での無害化システムです。富山新港火力発電所、富山火力発電所、福井火力発電所の3つの火力発電所で、各発電プラントの補修や解体などに合わせて、システムを搬入・設置して無害化処理することが可能となりました。

富山新港火力発電所内に設置されたトレーラー。前部のトラックには誘導加熱溶融炉の電力を制御するインバータが搭載されている
NEDOプロジェクトでのトライ&エラーを活かして製品開発へ
今回のNEDOプロジェクトに参画した意義を、開発にあたった環境技術チーム・副課長の山田真一さんは、「ここまで加速的でチャレンジングな開発を一企業の研究として行うことはできませんでした。東北大学や富士電機サーモシステムズとの連携がうまくいき、プロジェクトをスムーズに進めることができました」と振り返ります。
「NEDOプロジェクトの4年間は、失敗を恐れず、システムのブラッシュアップに注力することができました。開発の過程では、NEDOの担当者が我々とは違う視点からアドバイスをしてくれたことでブレークスルーに至ったこともあります。この技術は世の中のためになるということをきちんと伝えることの大切さも教えられました。また、NEDOが環境省との橋渡し役をしてもらえたことも大きいことです」(山田さん)
北陸電力では、環境大臣認定を受けた3火力発電所6プラントで、安全・安定運転の処理実績を現在積んでいるところです。このシステムによる事業化を想定したアスベスト廃棄処理コストは、当初目標の40,000~60,000円/m²という数値をクリア。この金額は従来型の埋め立て処理をした際のコストと同等またはそれ以下を目指して設定されたものです。
「幅広い分野での実用のためには、性能と装置の信頼性の向上に加え、さらなるコストダウンが不可欠です。システム自体については、NEDOプロジェクトで十分すぎるほど失敗を繰り返し、山ほどの課題を発見することでできています。これからは一つひとつの課題を克服した、製品化に取り組んでいきます」(別森さん)
北陸電力ではプロジェクトの中で、設置場所ごとに必要となっている生活環境アセスメント等の将来的な規制緩和も視野に入れつつ、このシステムが有効活用されるような仕組みづくりを目指し、ユーザー企業と事業展開企業数社による「ビジネスモデル検討委員会」を開催。オペレーションリスク評価、ニーズ把握、投資リスク評価などにも取り組んできました。
長い年月をかけて開発したアスベストの無害化処理はまだ始まったばかり。アスベストの移動そのものがリスクを伴うだけに、オンサイトで処理できるこのシステムには、他業種からも注目が集まっています。(2011年11月取材)

トレーラー内の制御室。作業員はアスベストの飛散や吸い込みを心配することなく、安心して作業ができる
開発者の横顔
FACE
もう後がないと知ったアスベスト問題
数十年後も見据えてのアスベスト処理
別森敬一さんは、かつて所属していた自社の環境部でアスベスト処理の調査を担当。調べていくうちに、アスベスト処理問題は深刻な課題だと気づかされました。「もともと北陸地区にはアスベストを処理できる最終処分場がないため、東海や関西地区などの遠方まで運搬して処分する必要があり、しかも受入れも制限されていると分かったのです。そこでアスベスト処理について検討を始め、石炭灰の溶融技術を応用できないかと考えた頃、環境大臣の無害化認定制度が創設されました。埋め立て後の環境リスクなども考えると、アスベストの処理は数十年単位で考えなければいけない問題です。今回のシステムは研究段階からスタートしたものですが、全国での利用普及に、なんとしても繋げていきたいと思います」

北陸電力株式会社
別森さん
大学卒業以来の研究環境も刺激的でした
山田真一さんは、NEDOプロジェクトスタート時からこの事業に参加。以前は火力発電所の運転を担当していたほか、廃棄物行政に関する情報収集なども行っていました。「研究は大学以来です」と話しますが、発電施設の運転に携わった経験や廃棄物処理の知識に明るかったことが今回に役立ったと言います。「普段は全く関係のない食品業界の展示会に出向くなど、使える装置や技術を日本中で探しまわりました。骨が折れる一方、ものづくりに関わっていることを実感できました」

北陸電力株式会社
別森さん
誘導加熱溶融炉で社会貢献できる喜び
富士電機サーモシステムズの加納利行さんは、同社に入社以来25年にわたって誘導加熱溶融炉の開発に携わってきました。とはいえ、これまでに担当したのは金属を溶かす炉ばかりで、今回のような素材を溶かす炉は初めて。「仕組みさえできれば後は簡単だと高をくくっていましたが、そこから先の方がむしろ大変だった」と振り返ります。「長年炉の開発に関わっていますが、こんなに長期にわたって課題を突き詰めたのは初めてです。なかなか一般の方の目に触れない誘導加熱溶融炉が、このような形で社会貢献できることに大きな喜びを感じています」

北陸電力株式会社
別森さん
 なるほど基礎知識
なるほど基礎知識
配管・ボイラーで保温材として使用されるアスベスト
天然鉱物であるアスベスト(石綿)の繊維は、強度が高く、耐熱性、耐薬品性に優れていることから、火力発電所や原子力発電所などの蒸気配管保温材として使用されてきました。発電所以外でも、化学プラント、精油工場、鉄鋼業関連施設など、高温の配管がある施設ではアスベスト含有保温材が多く使われています。
しかし、アスベストによる健康への影響が明らかになると、建材等の製造や輸入、使用が禁止される法改正がなされ、アスベスト含有保温材が使われることはなくなりました。発電所では、法施行された1980年代後半には使われなくなっておりました。
しかし、それでも大量のアスベスト含有保温材が様々な施設で処理されないまま残っているのが現状です。これは建物に吹き付けられたアスベスト含有吹付け材も同様で、これらアスベスト廃棄物の無害化処理を進めるために2006年に制定されたのが、環境省の「アスベスト無害化処理認定制度」です。
従来、埋め立て以外に法で定められたアスベスト処理方法は1,500℃以上での溶融のみでしたが、処理温度が1,500℃以下であっても、安全性が確認できた高度な技術であれば環境大臣の認定を受け処理することが可能となりました。
その上で、JIS法の位相差顕微鏡を用いた分散染色分析法およびX線回析分析法はもとより、透過型電子顕微鏡(TEM)を用いた分析によって石綿が検出されないことが無害化認定の条件とされています。
 NEDOの役割
NEDOの役割
「オンサイト式・移動式アスベスト無害化・資源化装置の開発」
このプロジェクトがはじまったのは?
アスベストによる健康被害が、世界保健機構(WHO)により、1972年に公表されて以来、わが国では製造や使用の規制の強化が行われ、2006年には全面禁止となりました(一部例外措置もあります)。一方、アスベストを含む建材や工業製品は膨大な量(約1億トン以上)が現在も使用されています。アスベストを含む廃棄物は今後も発生し続けることが想定され、適正な処理を行わなければ、国民に健康被害を継続的に及ぼすおそれがあります。そこでNEDOでは、2006年度に「緊急アスベスト削減実用化基盤技術開発」を、2007年度から2009年度に「アスベスト含有建材等安全回収処理等技術開発」の各プロジェクトを実施しました。
プロジェクトのねらいは?
2005年に、アスベストを製造していた企業の従業員だけでなく、周辺住民にも健康被害が出ていることが報道されました。政府では関係閣僚による会合を開催し、「アスベスト問題に係る総合対策」を決定しました。その一つに、今後の被害防止のために「アスベスト廃棄物の適正処理」が掲げられています。そのためには、アスベストの無害化処理技術の確立や普及が不可欠ですが、これまでアスベストの廃棄は、ごく一部で溶融処理されているほかは、殆どが埋め立て処理されてきました。従来の溶融処理には多量のエネルギーが必要で、コストやCO2排出増加が、また、埋め立て処理ではアスベストが無害化されているわけではなく、将来の飛散も懸念されます。そこで、アスベストを効率的に完全に無害化処理する技術を確立することがプロジェクトのねらいとなりました。
NEDOの役割は?
アスベスト処理技術の確立は、「負の遺産」の処理でもあり、企業イメージの問題からも、民間企業単独では取り組みにくい側面があります。また、アスベストに関する法規制や技術認定制度は整備されていく途上にあり、研究開発や研究開発投資リスクを負うことも容易でないと考えられました。一方、アスベストの処理は継続的に行われており、NEDOでは、環境省や経済産業省、県、市などに規制の変更や大臣認定にかかる情報収集を行うと共に、大学や、研究所、ユーザーメーカー等の関連団体からは、スペックの取得に係る意見交換を行うなど、各種関係機関・団体との連携を図ることで、アスベストの無害化処理の研究開発を支援してきました。
関連プロジェクト
- 緊急アスベスト削減実用化基盤技術開発(2006年)
- アスベスト含有建材等安全回収処理等技術開発(2007年度~2009年度)
お読みいただきありがとうございました。
ぜひともアンケートにお答えいただき、
お読みいただいた感想をお聞かせください。
いただいた感想は、
今後の連載の参考とさせていただきます。